

Conheça os princípios, aplicações e parâmetros que asseguram a eficiência de um dos processos mais utilizados no tratamento de superfícies metálicas.

Cyro Ricardo Trigo |

Victor Lepore |
A fosfatização consiste na formação de uma camada de conversão sobre a superfície de uma peça com a finalidade de conferir determinadas propriedades – tais como aderência de uma película de tinta, ancoragem de óleos e sabões – que a tornam adequada ao uso.
Diferentemente da eletrodeposição de metais (zincagem, niquelação, cromeação, etc.), a formação da camada de fosfato ocorre pelo simples contato da solução com a superfície metálica, sem a passagem de corrente elétrica.
É possível fosfatizar diferentes substratos metálicos – como ferro, aço galvanizado (zincado a fogo), aço eletrozincado, alumínio e zamac; e o processo de fosfatização encontra uma ampla gama de aplicações, nos mais diversos segmentos, graças a duas características específicas das camadas de fosfato:
- Uma firme ligação com a base metálica – que possibilita servir de base para aplicação de tinta; e
- Um caráter cristalino que possibilita a impregnação com outras substâncias – óleos, sabões, adesivos.
Principais campos de aplicação
Pintura
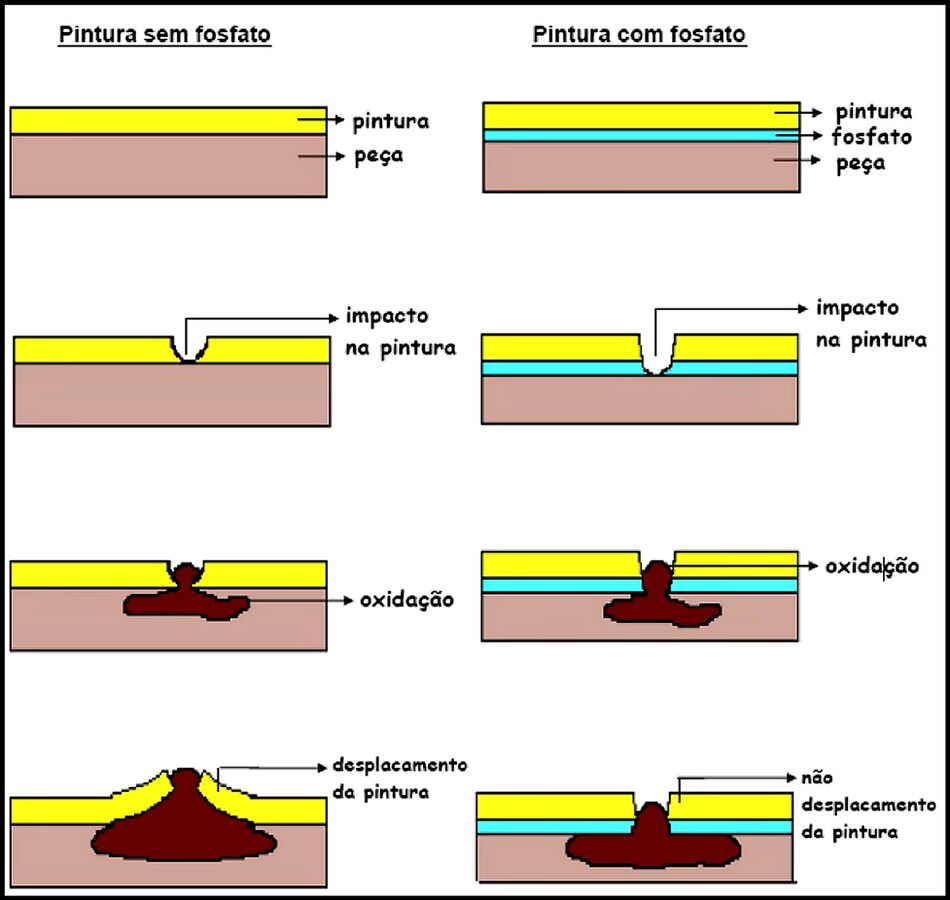
A camada de fosfato aumenta a aderência da camada de tinta e confere maior resistência à corrosão, devido à formação de uma barreira química que evita a propagação da corrosão por baixo da película de tinta, evitando o desplacamento da mesma.
Oleamento
A camada de fosfato serve como ancoragem de óleos protetivos, que permanecem impregnados na estrutura cristalina do fosfato, proporcionando uma resistência temporária à corrosão.
Deformação a frio
A camada de fosfato tem como finalidade reter sabões na sua estrutura; eles, em conjunto com o próprio fosfato, produzem um efeito lubrificante, minimizando o atrito entre a ferramenta e a peça a ser conformada, evitando a formação de estrias e fadiga do material, assim como o desgaste prematuro da ferramenta.
Principais tipos de fosfato
Na prática industrial, diferentes tipos de fosfato são utilizados conforme o nível de proteção anticorrosiva, o tipo de substrato e o processo produtivo. A seguir, destacam-se suas principais características.
Fosfato de ferro
- Baixo custo;
- Fácil controle operacional;
- Base para pintura;
- Processo mono-estágio;
- Camada semi-amorfa;
- Baixa resistência à corrosão;
- Boa aderência da tinta;
- Baixa formação de lama;
- Aplicação por spray.
Fosfato de zinco
- Custo médio;
- Controle operacional de média complexidade;
- Base para pintura sobre ferro, oleamento e sabão de trefila;
- Múltiplos estágios;
- Camada cristalina (tamanho de cristal regulável);
- Boa resistência à corrosão (exceto para pintura KTL);
- Boa aderência da tinta;
- Considerável formação de lama;
- Aplicação por spray ou imersão.
Fosfato tricatiônico
- Custo de médio para alto;
- Controle operacional mais complexo;
- Base para pintura sobre ferro e chapas galvanizadas;
- Múltiplos estágios;
- Camada cristalina fina;
- Boa resistência à corrosão (inclusive para pintura KTL);
- Boa aderência da tinta;
- Considerável formação de lama;
- Aplicação por spray ou imersão.
Métodos de aplicação
O método de aplicação do fosfato dependerá de condições como: tamanho e geometria das peças; área disponível da instalação; produtividade requerida, e outras.
a) Aplicação por imersão: Dada a necessidade de atingir pontos que são verdadeiros labirintos, este sistema é utilizado em peças com geometria mais complicada. É importante o posicionamento das peças de maneira a evitar a formação de bolsas de gases sem saída, que provocam áreas não atingidas pelo banho e, consequentemente, não são fosfatizadas. Devido ao fato de o banho permanecer estático, o sistema por imersão exige tempos de tratamento mais prolongados. As vantagens desta modalidade são a menor perda de energia e a redução de custos de manutenção.
b) Aplicação por spray: Sistema recomendado para peças de geometria mais simples, onde os bicos de injeção do fosfato são direcionados de forma a atingir a totalidade da área das peças. A ação mecânica do jato acelera a reação, reduzindo o tempo de tratamento. Outras vantagens deste sistema são a possibilidade de usar volumes menores de banho e a redução de espaço para construção da linha. As desvantagens são o maior consumo de energia para aquecimento, devido à dispersão de calor mais elevada, e custos de manutenção mais altos.
c) Aplicação manual: Este sistema é mais usado em processos rudimentares ou em conjuntos de dimensões muito grandes que não justificam a montagem de uma linha por imersão ou por spray, por ser muito oneroso. A aplicação é feita normalmente com pincel; o acabamento obtido é de menor qualidade no que tange à proteção anticorrosiva.
Componentes básicos do banho
Fosfato metálico
O fosfato metálico é o responsável pelo fornecimento do produto a ser depositado na camada. É introduzido na forma de fosfato ácido de zinco, ferro, cálcio ou manganês, dependendo do tipo de fosfato a ser aplicado.
Ácido fosfórico (livre)
O ácido fosfórico (livre) tem duas funções: manter o fosfato ácido do metal formador de camada em solução e provocar a primeira reação do processo, que é o ataque à superfície da peça.
Oxidantes
Oxidantes são responsáveis por despolarizar localmente a superfície metálica da peça, permitindo uma rápida deposição dos cristais de fosfato – razão pela qual são chamados também de aceleradores. Por outro lado, removem o excesso de ferro em solução, formado pelo ataque do ácido fosfórico livre, precipitando-o na forma de fosfato férrico, que constitui a lama do processo. Os oxidantes mais usados são: nitritos, nitratos e cloratos.
Outros componentes
Além dos componentes básicos já citados, a solução fosfatizante pode conter alguns metais – como níquel e cobre – que catalisam a reação de formação da camada de fosfato. Em fosfatos aplicados sobre alumínio ou chapas galvanizadas – que também contêm traços de alumínio na camada de zinco – é necessária a presença de fluoretos para complexar o alumínio que entra em solução, pois esse metal é extremamente prejudicial ao funcionamento do processo.
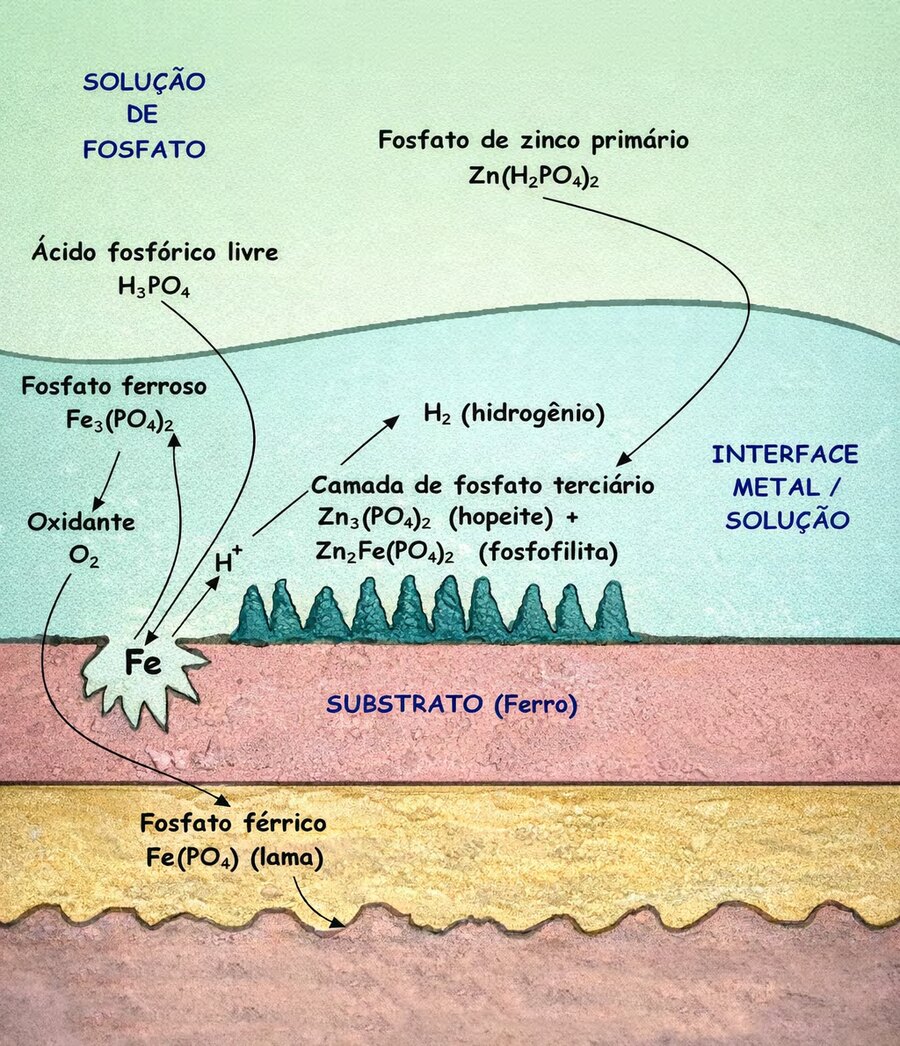
Mecanismo de formação da camada
A solução fosfatizante contém, basicamente, um fosfato ácido metálico (por exemplo, fosfato ácido de zinco) e uma determinada quantidade de ácido fosfórico livre. Pode-se descrever em forma simplificada o mecanismo de formação da camada de fosfato considerando duas etapas, cujas reações principais são:
- Primeiro estágio: Consiste em um ataque da superfície da peça pelo ácido fosfórico livre, que dissolve certa quantidade de metal, provocando – ao mesmo tempo – a liberação de hidrogênio e, consequentemente, um aumento de pH na interface metal/solução.
- Segundo estágio: O aumento de pH na interface metal/solução provoca a precipitação de fosfatos de zinco e ferro terciários (que são insolúveis) sobre a superfície da peça, formando a camada de fosfato.
Influência da camada de fosfato sobre a propagação da corrosão
A seguir, confira o efeito da camada de fosfato na redução da propagação da corrosão sob pintura após impacto ou dano mecânico.
Sequência operacional para fosfato na pintura
| Item | Processo | Produto | Conc. (Imersão) | Conc. (Spray) | Temperatura | Tempo | Controles |
|---|---|---|---|---|---|---|---|
| 1 | Desengraxe | TECH-CLEAN 57 LP | 7 a 9% | — | 70 a 80 ºC | 10 minutos | Concentração; Teor de Óleo |
| 2 | Águas de Lavagem | ||||||
| 3 | Refinador | TECH-FOS REFINER 367 | 1,0 a 1,7% | 0,5 a 1,0% | Ambiente | 30 a 60 segundos | pH: 8 a 10 (subir c/ TECH-FOS REFINER 367) |
| 4 | Fosfatização | TECH-FOS 686 Y | 4 a 6% | 2 a 4% | Ambiente | 5 a 15 minutos | Acidez total: 25 a 45 ml; TECH-FOS AC 689 L – Imersão: 0,2 a 0,4 g/l, Spray: 1 a 2,5 g/l |
| 5 | Águas de Lavagem | ||||||
| 6 | Neutralização | TECH-FOS NEUTROL | 1 a 2% | 1 a 2% | Ambiente | 1 a 2 minutos | pH: 9 a 11 (subir c/ TECH-FOS NEUTROL) |
| 7 | Secagem | — | — | — | 180 ºC | 10 a 20 minutos | — |
Deformação a frio
Confira um esquema visual da deformação a frio – do produto bruto (bobinas de fio máquina fosfatizadas) ao produto acabado (fixadores: parafusos, porcas e arruelas).
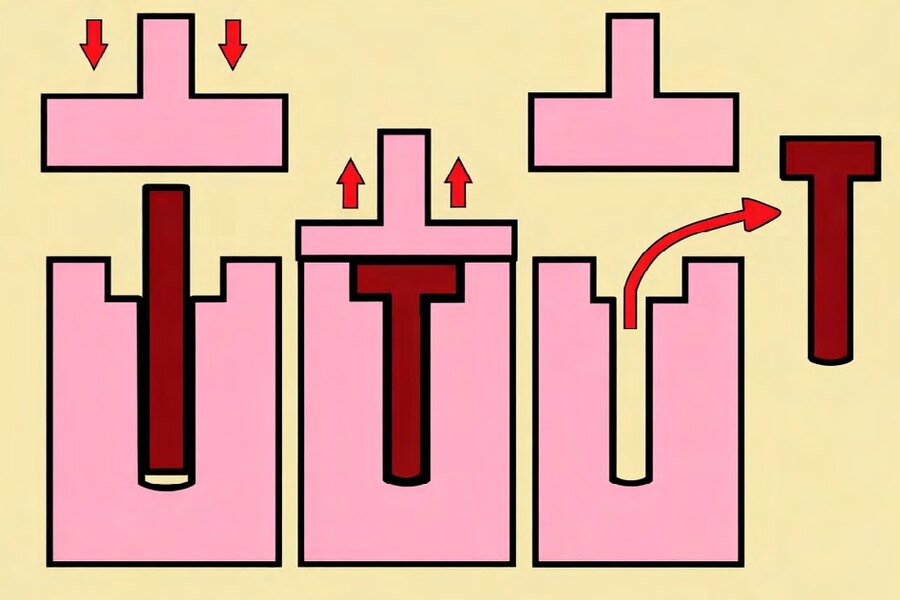

Produto bruto: bobinas de fio máquina fosfatizadas. |

Produto acabado: fixadores (parafusos, porcas e arruelas). |
Trefilação de fio máquina
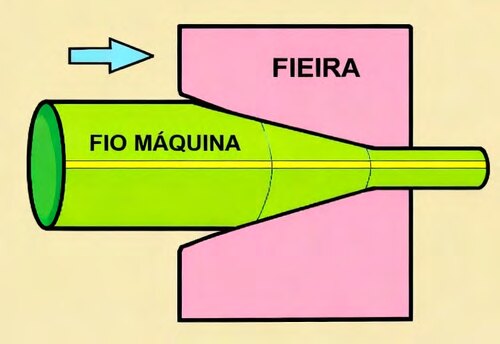

Trefilação artesanal. |

Trefilação automática. |
Sequência operacional de fosfato para deformação a frio
| Nº | Processo | Produto | Conc. | Temperatura | Tempo | Controles |
|---|---|---|---|---|---|---|
| 1 | Desengraxe | TECH-CLEAN 57 LP | 4 a 5% | 70 a 80 ºC | 10 minutos | Alcalinidade / teor de óleo (<5%) |
| 2 | Lavagem | Água | — | Ambiente | 1 minuto | — |
| 3 | Decapagem | Ácido Muriático | 50% | Ambiente | 10 minutos | Acidez livre / ferro (<20 g/l) |
| 4 | Lavagem | Água | — | Ambiente | 1 minuto | — |
| 5 | Neutralização | TECH-FOS NEUTROL | 4 a 6% | Ambiente | 1 minuto | pH: 9 a 11 (subir com TECH-FOS NEUTROL) |
| 6 | Fosfatização | TECH-FOS FT 3010 | 4 a 6% | 60 a 80 ºC | 5 a 10 minutos | Acidez total: 32 a 36 pontos |
| 7 | Lavagem | Água | — | Ambiente | 1 minuto | — |
| 8 | Neutralização | TECH-FOS NEUTROL | 1 a 2% | Ambiente | 1 minuto | pH: 9 a 11 (subir com TECH-FOS NEUTROL) |
| 9 | Sabão Reativo | TECH-FOS LUB 902 | 4 a 6% | 60 a 80 ºC | 2 a 4 minutos | Visual, alcalinidade livre (opcional) |
| 10 | Óleo Protetivo (opcional) | TECH-OIL PROTECTIVE | Pronto p/ uso | Ambiente | 1 minuto | Conforme orientação do Depto. Técnico Techmetal Química |
Segmentos de cada aplicação
Fosfato para pintura
- Móveis tubulares;
- Ferragens;
- Autopeças;
- Adornos;
- Linha branca (geladeira, fogões, micro-ondas);
- Gabinetes;
- Painéis elétricos.
Fosfato para deformação a frio
- Fio máquina;
- Barras e tubos;
- Fixadores (parafusos, porcas e arruelas);
- Autopeças.
Parâmetros de controle
Para garantir um correto funcionamento do processo de fosfato é necessário manter sob controle as variáveis do próprio banho de fosfatização, assim como dos outros estágios que fazem parte da sequência operacional. Geralmente, são controlados os seguintes parâmetros em cada estágio:
- Desengraxante: É reforçado conforme análise de sua alcalinidade, determinada por volumetria. Também se pode determinar o teor de óleo para avaliar se o produto atingiu seu ponto de saturação, caso em que deve ser realizada a sua troca.
- Refinador: Normalmente, monitora-se o pH do banho, pois abaixo de determinado valor ele perde eficiência, sendo necessário o reforço correspondente ou até mesmo a sua troca.
- Águas de lavagem: Devem ser mantidas o mais limpas possível para evitar o arraste de produtos de um estágio para outro, com consequente contaminação. No caso de fosfato para pintura, a última água de lavagem deve estar perfeitamente limpa (em alguns casos chega a ser usada água deionizada) para evitar que resíduos da lama formada permaneçam retidos na camada de fosfato, prejudicando a aderência posterior da tinta.
- Fosfato: Normalmente, o banho é reforçado conforme a análise da acidez total, determinada por volumetria. Pode-se monitorar também a acidez livre por volumetria, que deve se manter dentro de uma determinada faixa de trabalho. Para cada processo existe uma relação ideal de acidez total/acidez livre. As faixas de trabalho são mais restritas em processos que trabalham a temperatura ambiente quando comparados com aqueles que operam em temperaturas elevadas, que são menos sensíveis a variações. Também é importante controlar o teor de acelerador (nitrito de sódio), pois da sua concentração vai depender o tamanho dos cristais e a uniformidade da camada. A determinação pode ser feita por volumetria ou, de maneira aproximada, mediante um dispositivo chamado sacarômetro, que permite um controle rápido e fácil, na própria linha. A faixa de trabalho do nitrito é mais baixa para os banhos de fosfato para deformação a frio e mais alta no caso de banhos de fosfato para pintura.
- Aspecto da camada: Além dos controles dos banhos já descritos, é importante avaliar visualmente a qualidade da camada depositada (aspecto, coloração e uniformidade). Camadas amareladas são indício de uma película de fosfato muito fina e/ou desuniforme.
- Peso da camada: frequentemente é determinado o peso da camada, por gravimetria (pesa-se um corpo de prova fosfatizado e, após sua decapagem, é repesado, determinando a diferença de peso). A seguir são relacionados os pesos de camada de alguns tipos de fosfato:
| Tipo de fosfato | Peso de camada |
|---|---|
| Ferro | 0,3 a 0,9 g/m² |
| Zinco para pintura | 1,5 a 6,0 g/m² |
| Zinco para deformação | 10,0 a 30,0 g/m² |
Conclusão
A fosfatização é um processo consolidado no tratamento de superfícies metálicas, amplamente utilizado como preparação para pintura, proteção contra corrosão e suporte a processos de deformação a frio.
A qualidade da camada formada depende do correto controle das variáveis do processo, da seleção adequada dos produtos e da manutenção das condições operacionais dentro das faixas recomendadas. Quando esses fatores são corretamente conduzidos, a fosfatização proporciona camadas estáveis e eficientes, contribuindo para o desempenho e a durabilidade dos componentes metálicos.
Referências
- LORIN, Guy. Phosphatation de la surface métallique. Paris: Galvano-Organo-Traitements de Surface, 1985.
- NARAYANAN, T. S. N. Sankara. Surface pretreatment by phosphate conversion coatings: a review. Reviews on Advanced Materials Science, v. 9, p. 130-177, 2005.
- RAUSCH, Werner et al. The phosphating of metals. Frankfurt: Metallgesellschaft A.G., 1974.








