

Inovação e sofisticação nas cores e acabamentos no tratamento de superficie do alumínio anodizado


Resumo
Os processos de anodização e eletrocoloração convencionais possibilitam a obtenção de uma restrita faixa de cores na superfície do alumínio, do preto às variações de bronze, garantindo as propriedades de resistência à corrosão e durabilidade. Visando ampliar as cores e acabamentos dos produtos anodizados, possibilitando maior versatilidade e inovação à indústria da construção civil e da arquitetura, a tecnologia do Processo Multicolor é capaz de ampliar o range de cores, possibilitando a obtenção de mais tons de azul, verde, amarelo, cinza, cor aço inox, entre outras. O Processo Multicolor é composto por três etapas, começando pela anodização, modificação da camada anódica, e eletrocoloração, inserindo, portanto, uma etapa de processamento específico entre os processos de anodização e eletrocoloração convencionais. O objetivo da etapa de modificação é alterar a estrutura da camada anódica formada na anodização, de tal forma que, após a eletrocoloração, o princípio ótico da reflexão de luz seja alterado. A alteração permite obter uma reflexão específica, obtendo em função da modificação a cor desejada. A inserção da etapa de modificação permite obter o produto anodizado multicolor conferindo maiores opções e versatilidade para as cores e acabamento do alumínio.
Palavras-Chave: #multicolor, #anodização, #produtoanodizadomulticolor
Abstract
The conventional process of anodizing and electrocolouring allow the taking of a narrow range of colour on the surface of aluminium, from black to bronze variations ensuring the properties of corrosion resistance and durability. Aiming to expand the colours and finishes of anodized products allowing greater versatility and innovation to the civil construction industry and architecture has developed the multicolour process that is able to expand the range of colours, allowing the collection of colours in shades of blue, green, yellow, gray, stainless steel colour, among others. The multicolour process consists of three steps being anodizing, modification of the anodic layer and electrocolouring, thus entering a stage of specific processing between the anodizing and eletrocoloração. The aim of modification stage is change the structure of the anodic layer formed in the anodizing, so that after electrocolouring the principle of optical reflection of light is changed. The modification gives a specific reflection, resulting whit this change the colour desired. The integration of the modification stage can obtain multicolour anodized product giving more options and versatility to the colours and finishing of aluminium.
Keywords: #Multicolour, #Anodizing, #MulticolourAnodizedProduct
1. Introdução
Atualmente, no Brasil, a utilização do alumínio anodizado nos segmentos de sua aplicação, principalmente no de construção civil, se dá com os acabamentos convencionais obtidos pelo processo de eletrocoloração da camada de óxido de alumínio. Esse processo convencional de anodização – e posterior eletrocoloração – possibilita a obtenção das cores alumínio natural e de variações de bronze a preto. Isso é possível pois a camada de óxido formada sobre o alumínio e suas ligas, através do processo eletrolítico, possui estrutura porosa que pode ser colorida por processo de adsorção química ou processo eletroquímico. O processo de coloração eletrolítica possui todos os requisitos e confere, ao produto, características e propriedades necessárias para aplicações arquitetônicas, em bens de consumo, decorativas, entre outras, porém, a gama de cores obtida por esse processo é muito limitada, restringindo muitas vezes sua aplicação devido à essa limitação de cor e acabamento.
No intuito de ampliar a gama de cores do produto anodizado, foi desenvolvido, em parceria com a Italtecno, a tecnologia do Processo Multicolor, implantada inicialmente em uma planta localizada no estado de São Paulo e, atualmente, existente em outras três plantas de tratamento de superfície por anodização do país. Esse processo possibilita obter cores em tons metálicos de cinza, verde, azul, amarelo, aço inox, suas combinações e variações, entre outras, através da modificação da camada porosa de óxido de alumínio, formada no processo de anodização propriamente dito. Esse novo universo de tons e cores possibilitou o incremento à gama de cores e acabamentos produzidos nas plantas, aumentando seus portfólios de produtos acabados para o mercado nacional e internacional.
2. MATERIAIS E DESENVOLVIMENTOS
Para o desenvolvimento do processo é requerido um transformador de potência tipo Tecno 7S - Tecnocolour, que possui potencial de geração de corrente contínua e corrente alternada para processos eletroquímicos, com recurso de controle da frequência da onda senoidal durante as fases de corrente alternada. A instalação do sistema é realizada com a montagem do tanque para modificação do óxido de alumínio, equipado com catodos tubulares de aço inox, posicionados nas laterais e no centro do tanque com o intuito de distribuir a corrente elétrica. Conectado ao tanque através de tubulações j, a unidade de refrigeração do banho, composta por bomba, válvulas automáticas e trocador de calor para refrigeração do banho de modificação através de processo de contracorrente com água gelada – líquido refrigerante. No tanque de modificação são instalados seis sistemas de indicação de temperatura que orientam o sistema automático de operação, unidade PLC, para controle térmico do banho. Complementando o sistema de modificação, em paralelo ao circuito de refrigeração, também é instalada uma unidade de homogeneização do banho, composta por circuito de tubulações e bomba de alta capacidade. No recalque desse sistema de homogeneização, o banho retorna ao tanque por uma tubulação fixada longitudinalmente no fundo do tanque, com pontos de saída do fluído ao longo de todo a extensão. Na Figura 1 está apresentada, esquematicamente, a unidade implantada em uma planta para a modificação do óxido.
O processo de modificação é posicionado entre os processos de oxidação (anodização) e o processo de eletrocoloração. Mediante as características do transformador Tecno 7S, e para plantas que já possuem o processo de eletrocoloração, é possível interligar, paralelamente, o transformador aos catodos dos tanques de processo de modificação e catodos da eletrocoloração. Essa ideia, possibilita substituir o transformador empregado para o processo de eletrocoloração já existente, de forma que o 7S atenda com seus recursos ambos os processos.
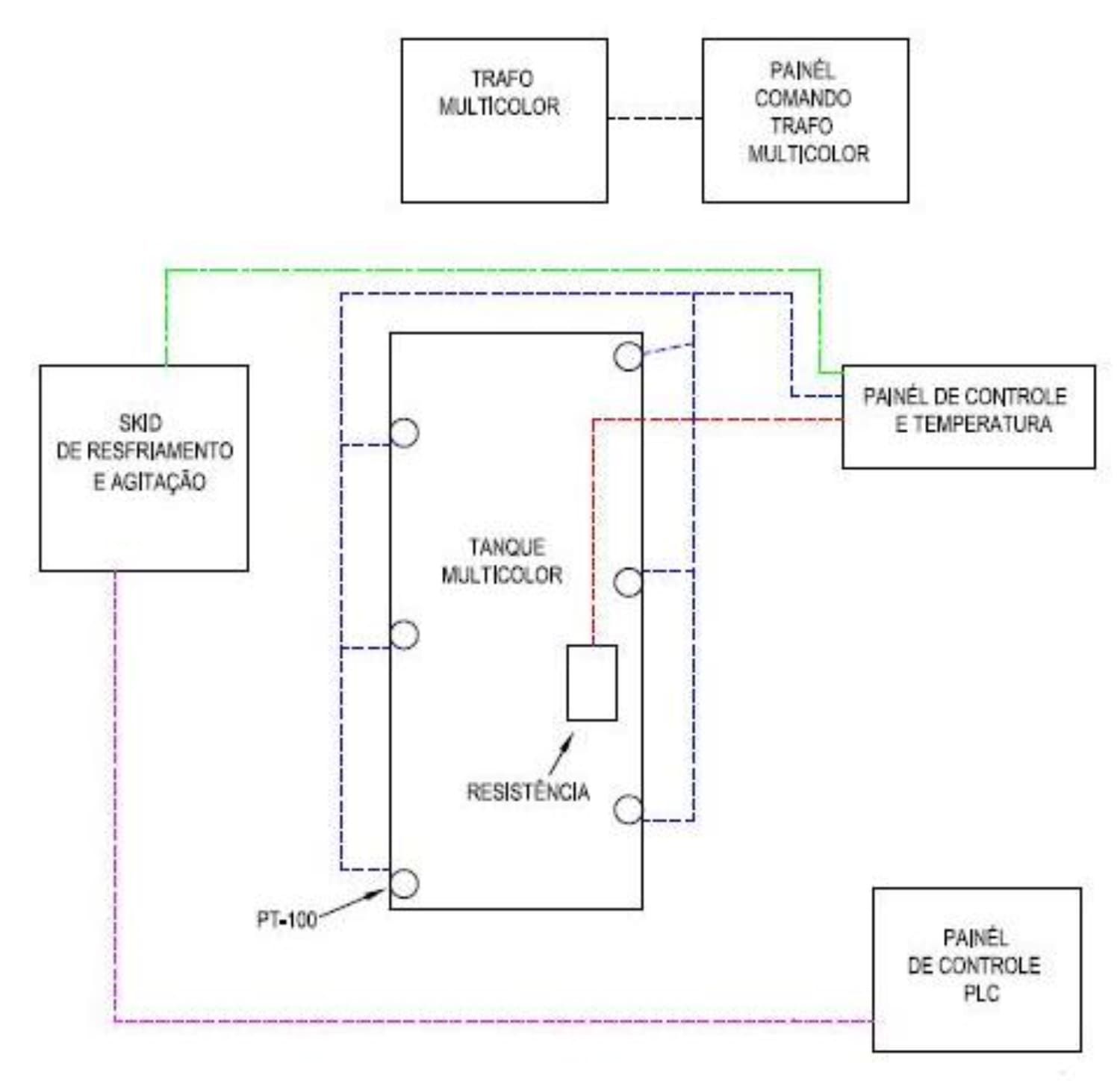
Figura 1: Esquema da unidade implantada para modificação do óxido de alumínio.
Essa modificação possibilita operar o processo de eletrocoloração com um transformador mais sofisticado, gerando redução do consumo de energia em função da redução do tempo de processo na eletrocoloração. Outro ganho, advindo dessa modificação, é a redução do consumo de sal de estanho, componente principal do banho empregado no processo de eletrocoloração, por motivo análogo ao da redução de energia. A Figura 2, apresenta o fluxograma de como foi disposto o processo multicolor em uma planta de anodização onde a tecnologia foi implantada.
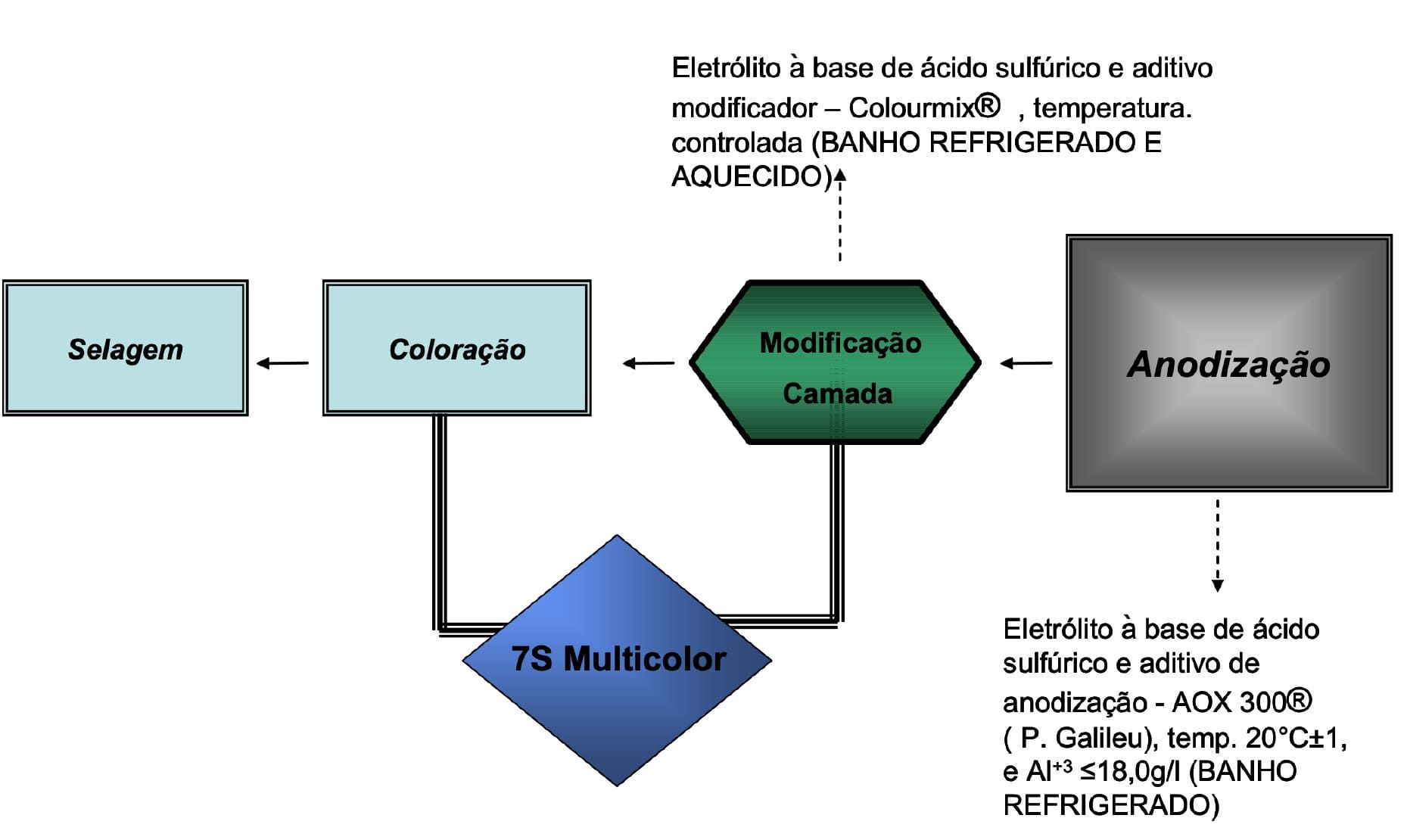
Figura 2: Disposição do processo multicolor na planta de anodização.
Como se observa, o processo multicolor foi estabelecido através das etapas de anodização, modificação da camada do óxido de alumínio e posterior eletrocoloração.
A etapa de anodização é requisito preponderante para uma adequada realização do Processo Multicolor, e consequente obtenção da cor, de forma homogênea, na superfície, garantindo também sua reprodutibilidade. Para isso, assegura-se o controle rigoroso das especificações termoquímicas do processo de anodização no banho – tais como: controles estatísticos de temperatura, concentração de ácido sulfúrico e de íons alumínio solubilizados. O adequado controle desses parâmetros possibilita a formação da camada de óxido de alumínio com espessura e micro geometria homogêneas, características preponderantes à etapa seguinte de modificação. A reação eletroquímica de formação da camada de óxido acontece na presença de corrente elétrica contínua pela alimentação dos catodos pelos transformadores de corrente contínua. A presença da corrente contínua e as condições termoquímicas estabelecem o processo de formação da camada de óxido.
A Figura 3 apresenta ilustração esquemática do progresso de formação da camada de óxido de alumínio produzida na anodização e a camada barreira de alumínio posicionada à frente do processo de oxidação (base do poro). Já na Figura 4, observa-se a imagem produzida por microscopia eletrônica de varredura da camada de óxido obtida no processo da anodização.
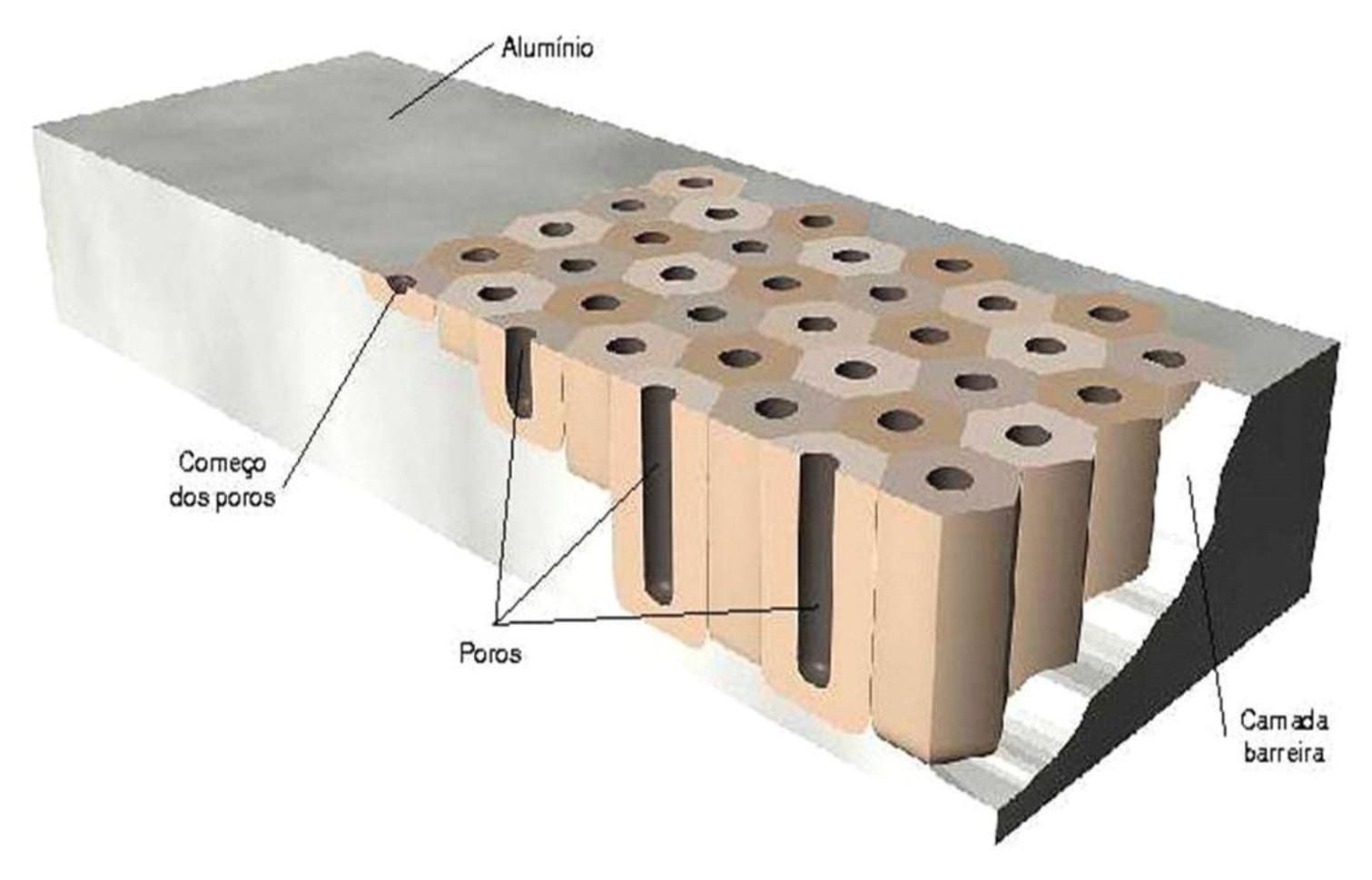
Figura 3: Ilustração esquemática da formação da camada de óxido obtida no processo de anodização.
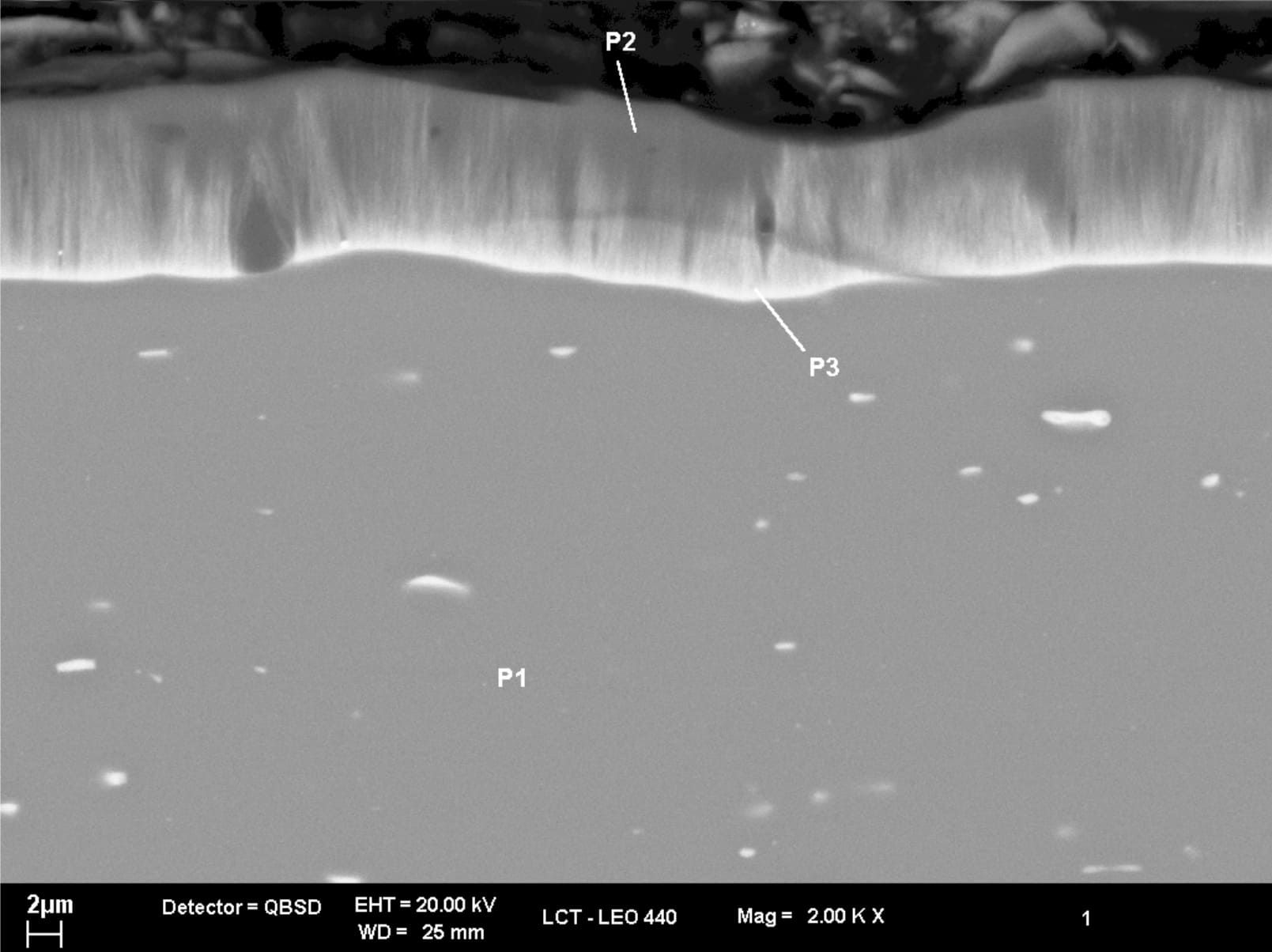
Figura 4: Imagem de Microscópio Eletrônico de Varredura (MEV) da camada de óxido de alumínio do processo de anodização. P1 indica a região do substrato – alumínio base –, e P2 e P3 indicam a camada de óxido de alumínio.
Na etapa de modificação, ilustrada abaixo na Figura 5, acontece o processo de alteração da geometria do poro do óxido de alumínio formado no processo de anodização. O conceito é fundamentado em uma nova etapa de oxidação específica para alterar a geometria da base do óxido. À essa etapa de modificação também é dado o nome de interferência na camada anódica ou reanodização, porém, com objetivo de promover, através da reação de oxidação na base dos poros, a modificação geométrica.
A ilustração da Figura 5 é uma representação meramente esquemática, mostrando que, nesta etapa, a geometria do poro resultante é alterada.
Figura 5: Representação meramente ilustrativa da modificação da geometria da base do poro de óxido de alumínio.
Diferentemente da anodização propriamente dita, na modificação, o processo eletroquímico dar-se-á com a alimentação dos catodos com corrente elétrica dividida em três fases. Inicialmente acontece a fase de corrente contínua, com o intuito de homogeneizar a camada barreira de alumínio posicionada na frente da oxidação e que estabelece a resistividade elétrica ao processo de oxidação. A próxima etapa é a fase de corrente alternada, onde acontece o processo de alteração do óxido de alumínio. Nessa etapa, através das variáveis tempo de processo e tensão eletrica, são controladas as alterações da camada de óxido que, como resultado, possibilitará as diferentes cores da superfície no processo de eletrocoloração. Por último, mais uma fase de corrente contínua, com o intuito de igualar a camada barreira de alumínio em toda a superfície. Tanto a primeira quanto a última fase possuem o mesmo objetivo: o de promover condições iguais de resistividade elétrica através da uniformidade e homogeneidade da camada barreira em toda a superfície, sendo isso fundamental para os processos subsequentes.
Na etapa seguinte da modificação acontece o processo de coloração eletrolítica, onde íons metálicos de estanho na forma de Sn+2 são depositados eletroliticamente no interior dos poros. A presença de estanho confere a característica de absorção da luz branca incidente, o que na anodização convencional possibilita a obtenção de cores em tons de bronze ao preto. Abaixo, a Figura 6 apresenta de forma ilustrativa o processo de coloração por estanho e o efeito da absorção da luz incidente resultando na cor em função da quantidade de íons Sn+2 depositada. Na Figura 7 estão apresentadas as cores possíveis, alumínio natural e tons de bronze a preto, obtidos no processo convencional de anodização e eletrocoloração.
Figura 6: Representação meramente ilustrativa do processo de coloração eletrolítica com íons estanho.

Figura 7: Cores obtidas na anodização convencional. Do natural fosco, sem estanho, e a sequência com deposição de estanho, da cor champanhe ao preto.
O processo de modificação da camada de óxido de alumínio associado à coloração eletrolítica por adição de estanho nos poros do óxido estabelece o Processo Multicolor. Com a alteração da geometria dos poros, a luz branca incidente se dispersa nas luzes monocromáticas que, associadas à presença de estanho, determinam as frequências de ondas e, portanto, quais cores serão refletidas, resultando na cor da superfície. Isso ocorre devido à diferente orientação assumida pelas partículas de estanho quando depositadas no poro modificado. A geometria do poro modificado, e consequente diferente orientação do estanho metálico depositado, possibilita a obtenção das novas cores de anodização, denominada de anodização multicolorida. Abaixo, a Figura 8 ilustra didaticamente como a luz branca se dispersa após sofrer refração em um prisma. Esse exemplo apresenta a composição da luz branca composta pelas luzes monocromáticas.
Figura 8: Dispersão da luz branca nas luzes monocromáticas através da refração em um prisma.
A Figura 9 apresenta as possibilidades de cores que podem ser obtidas na condição de tensão 3,0 Volts variando-se o tempo de corrente alternada na fase de modificação.
Mantendo-se a tensão constante em 3,0 Volts e variando o tempo de corrente alternada é possível obter as cores observadas na Figura 9 mediante os controles de processos químicos e térmicos estabelecidos.
Figura 9: Gráfico de variações de cores para tensão de 3,0 Volts em função do tempo de corrente alternada durante o processo de modificação.
Na Figura 10 estão as cores que foram inicialmente padronizadas para o Processo Multicolor na primeira planta de anodização instalada no país.

Figura 10: Cores obtidas na anodização multicolor: vinho, verde amarelado, verde escuro, azul, azul acinzentado, cinza e aço inox.
3. RESULTADOS E DISCUSSÕES
A Figura 11, abaixo, apresenta a etapa de modificação onde o lote de perfis de alumínio em tratamento de superfície está em processo de alteração da camada de óxido de alumínio. Sequencialmente, as Figuras de 12 a 15 apresentam os lotes de perfis anodizados verdes e azuis obtidos com a implantação do processo multicolor na primeira planta no Brasil.

Figura 11: Anodização multicolor durante a etapa de modificação.
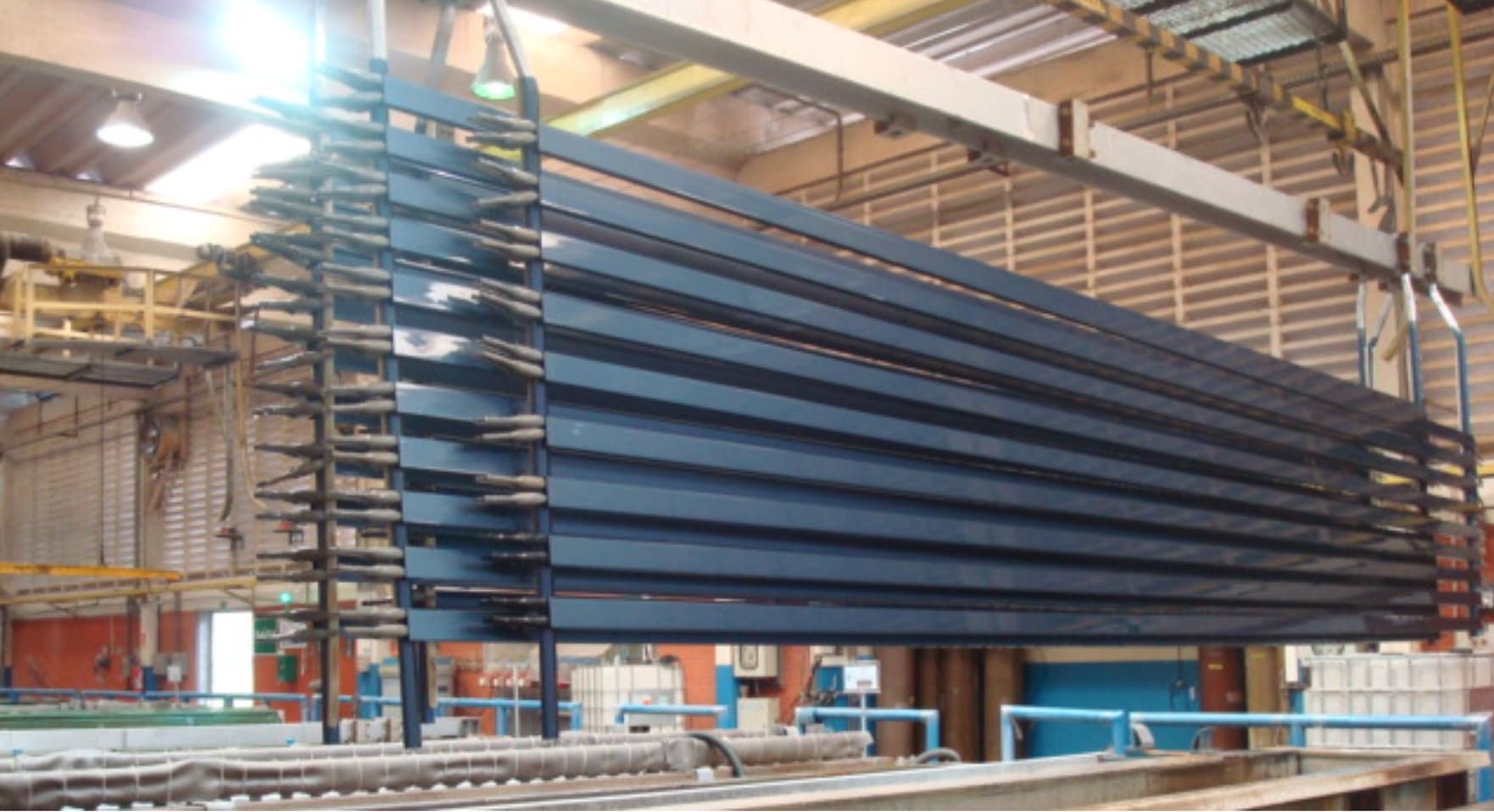
Figura 12: Anodização multicolor na cor azul.

Figura 13: Anodização multicolor na cor verde.

Figura 14: Processo multicolor em curso - anodização multicolor na cor titânio.

Figura 15: Anodização multicolor na cor titânio.
Os lotes produzidos pela tecnologia apresentada tiveram como resultado superfícies acabadas com homogeneidade de cor dentro do lote, e a reprodutibilidade das cores entre lotes foi atingida com êxito.
Durante a implantação e os ajustes de processo da tecnologia multicolor, pode-se identificar que a etapa de formação da camada de óxido, a anodização propriamente dita, é fundamental para a consistência dos resultados de cores esperados. Alterações no processo de formação do óxido de alumínio, podendo ocorrer por variações significativas de parâmetros de processo na anodização, podem resultar em diferenças de cores, o que implica em imperfeições no acabamento obtido, trazendo, dessa forma, dificuldades para a reprodutibilidade das cores. A manutenção das características da camada de óxido produzida na etapa de anodização estabelece o princípio básico para que as etapas subsequentes de modificação e eletrocoloração possibilitem resultados esperados quanto a homogeneidade e reprodutibilidade das cores.
Quanto à etapa de modificação, os parâmetros termoquímicos de processo estáveis, principalmente de temperatura e concentração de íons de alumínio solubilizados no banho de modificação, possibilitam que pequenas alterações na curva elétrica da modificação, sobretudo da fase de corrente alternada, possam ter seus resultados identificados quanto a resultados específicos de cores, estabelecendo dessa forma o pleno controle de processo para obtenção das cores.
4. CONCLUSÕES
A implantação do Processo Multicolor nas planta de tratamento de superfície por anodização permite ampliar a gama de cores e acabamentos que compõem a linha de produtos de alumínio anodizados , possibilitando maiores opções ao mercado e aos profissionais dos seguimentos onde esses produtos são aplicados, tais como: construção civil, indústria de móveis de alumínio, artigos de decoração, bens de consumo, dentre outras. A associação desse processo com pré-tratamentos mecânicos de polimentos e escovamentos da superfície criam novas acabamentos ainda mais sofisticados e inovadores para a superfície do alumínio.
O processo em si possibilita ganhos significativos quanto ao desenvolvimento tecnológico da área de tratamento de superfície do alumínio das empresas, gerando equalização do processo de anodização às tecnologias mais modernas que existem nesse segmento na indústria do alumínio em referencias mundiais. Dessa forma, agrega muito valor ao produto, mas também em conhecimento e tecnologia para as empresas, plantas de tratamentos de superfícies do alumínio e seus profissionais.






