

LEONARDO FASSIO – Coordenador AT na SustenTS ‑ Quimidream, especialista em camadas de conversão aplicadas à pré‑pintura e à conformação a frio. Atua com foco em tecnologias de tratamento de superfície, dedicando‑se a levar inovação e otimização de processos aos clientes da indústria.
Menos atrito, mais precisão: como processos de fosfatização modernos contribuem para uma produção metalúrgica sustentável e eficiente.
A conformação a frio baseia‑se na deformação plástica dos metais sem adição de calor externo, operando em temperaturas significativamente inferiores ao ponto de recristalização do aço, tipicamente abaixo de 0,3 Tm – onde Tm é a temperatura de fusão do aço. Nessas condições, o material sofre encruamento, o que resulta no aumento da resistência mecânica e na redução da ductilidade à medida que a deformação avança. Durante a conformação, o aço é submetido a tensões superiores ao seu limite de escoamento, promovendo o deslizamento dos planos cristalinos e a geração de discordâncias, que se acumulam e impedem novos movimentos de deslizamento. Esse mecanismo é responsável pela elevação da tensão de escoamento aparente, uma característica desejável em aplicações onde se requer resistência aumentada sem tratamentos térmicos adicionais. A análise teórica desses fenômenos é frequentemente complementada por métodos numéricos, como o Método dos Elementos Finitos (MEF), que permitem simular e otimizar as condições de processo, geometria das ferramentas e propriedades finais do produto.
O desenvolvimento do processo de fosfatização como etapa de preparação superficial para operações de conformação a frio remonta ao início do século XX, tendo sua origem relacionada aos esforços da indústria de armamentos e automobilística em melhorar a resistência à corrosão e a processabilidade de peças metálicas. Inicialmente empregado como proteção anticorrosiva, o revestimento de fosfato logo demonstrou eficácia na melhoria da lubrificação em processos de deformação plástica severa, consolidando‑se como um pré‑requisito técnico para operações como trefilação, estampagem profunda e forjamento a frio.
O primeiro uso industrial sistematizado de fosfatos de zinco com função lubrificante ocorreu na década de 1920, quando a Parker Rust‑Proof Company (EUA) patenteou um processo que envolvia a aplicação de fosfato de zinco seguido de lubrificação com sabões metálicos. Esse sistema passou a ser conhecido como “fosfato e sabão” e rapidamente foi adotado por fabricantes europeus e americanos em linhas de conformação de arames e tubos, devido à sua capacidade de suportar elevadas pressões de contato sem falha superficial. Com o avanço da engenharia de materiais e o crescimento da indústria automobilística, a partir da década de 1950, houve a necessidade de desenvolver tratamentos de superfície que permitissem maior grau de conformação, redução do desgaste das ferramentas e aumento da vida útil das matrizes. Nesse contexto, os fosfatos de manganês começaram a ser explorados para aplicações mais severas, devido à sua estrutura mais compacta e maior resistência ao esmagamento durante a conformação.
Ao longo das décadas de 1970 e 1980, o controle ambiental e a busca por processos mais sustentáveis impulsionaram melhorias nas formulações dos banhos de fosfatização, com a introdução de aceleradores (oxidantes) para reduzir o tempo de reação, além de sistemas de reaproveitamento e de regeneração dos banhos. Naquela mesma época, foram estabelecidas normas técnicas internacionais que padronizaram os requisitos e os métodos de controle da camada de fosfato em função de sua aplicação mecânica, como a DIN 50942 e a ASTM D769. Atualmente, a fosfatização permanece como o tratamento superficial mais amplamente utilizado para a preparação de superfícies metálicas em conformação a frio, especialmente em ligas de aço carbono. Entretanto, novas abordagens têm sido investigadas com o objetivo de substituir ou complementar o processo tradicional, como revestimentos orgânicos, sistemas baseados em polímeros de baixa fricção e nanotecnologias de superfície, buscando aliar desempenho tribológico elevado – isto é, menor atrito e maior resistência ao desgaste – com a redução de impactos ambientais.
Por que fosfatizar?
A fosfatização do aço antes da sua conformação a frio é uma etapa essencial para garantir a eficiência, durabilidade e qualidade do processo de fabricação. Durante a deformação a frio – como trefilação, extrusão ou estampagem – ocorrem altos níveis de atrito entre o aço e as ferramentas, o que pode causar desgaste prematuro dos equipamentos, aumento de temperatura e danos à superfície do material. A fosfatização forma uma camada de cristais de fosfato metálico sobre o aço, funcionando como base aderente para lubrificantes sólidos ou pastosos. Essa camada tem propriedades que retêm melhor o lubrificante, formando uma película estável que reduz o atrito e melhora o escoamento do material. Como resultado, há menor desgaste das ferramentas, menos consumo de lubrificante, maior precisão dimensional e redução de defeitos na peça final. A fosfatização também contribui para a sustentabilidade do processo, já que permite maior vida útil dos componentes e menor descarte de resíduos. Além disso, esse tratamento é adaptável: diferentes espessuras de camada oferecem variações à resistência mecânica, podendo ser escolhidas conforme a severidade da conformação. Assim, a fosfatização não apenas protege o aço, mas viabiliza tecnicamente processos intensivos de deformação a frio, sendo uma tecnologia consolidada e ainda em evolução na indústria metalúrgica.
Fosfatização como parte integrante da lubrificação nos processos de deformação a frio
Durante a deformação a frio de aços, ocorrem elevados atritos entre a superfície do metal e as ferramentas empregadas, o que pode resultar em desgaste prematuro dos equipamentos, aquecimento excessivo e deterioração da qualidade superficial do produto final. Nesse contexto, a fosfatização se destaca como um tratamento de superfície que contribui significativamente para a redução desses problemas. A camada de fosfato atua como uma base aderente para a aplicação de lubrificantes sólidos ou pastosos, melhorando a lubrificação durante o processo de conformação e, consequentemente, oferecendo maior eficiência do processo como um todo.
A aplicação prática do processo começa com a preparação da superfície metálica, geralmente por desengraxe e decapagem, etapas essenciais para remover impurezas e óxidos que possam prejudicar a adesão da camada fosfatada. Em seguida, o material é imerso em uma solução fosfatizante, cuja composição varia conforme a camada desejada. O mais comum é o fosfato de zinco. Cada tipo de fosfato de zinco possui características específicas quanto à espessura da camada, morfologia dos cristais e resistência à abrasão, sendo escolhidos de acordo com a aplicação subsequente. Após a formação da camada de fosfato, realiza‑se uma etapa de lubrificação, que pode ser à base de sabões de sódio ou cálcio, polietilenoglicol ou outros compostos sintéticos.
A camada de fosfato apresenta propriedades que favorecem a retenção do lubrificante, garantindo uma película mais estável e resistente ao escoamento durante a conformação. Isso reduz o atrito, melhora o escoamento do material e evita defeitos como trincas superficiais e descontinuidades. Além disso, o uso da fosfatização permite uma redução significativa no consumo de lubrificante e no desgaste das ferramentas, o que contribui para a sustentabilidade e a economia do processo industrial. Em operações severas, como a trefilação de arames de aços de alto carbono, essa camada é indispensável para assegurar a integridade do material e manter as tolerâncias dimensionais.
O controle do processo de fosfatização é fundamental para garantir a repetibilidade e a qualidade da camada formada. Variáveis como temperatura do banho, concentração dos reagentes, pH da solução, tempo de imersão e preparação da superfície influenciam diretamente a formação da camada. O monitoramento dessas variáveis, associado a testes de laboratório – como análise gravimétrica da camada –, permite assegurar a eficiência do tratamento. Adicionalmente, a gestão adequada dos banhos fosfatizantes, com reposições e descartes corretos, é essencial para manter a eficácia do processo e reduzir o impacto ambiental.
Com o avanço tecnológico e as demandas por processos mais sustentáveis, têm sido desenvolvidas alternativas à fosfatização tradicional, como revestimentos com base em polímeros ou cerâmicas e tecnologias de lubrificação seca. No entanto, a fosfatização permanece como um método consolidado e confiável para aplicações críticas na indústria metalúrgica. Sua capacidade de suportar altos níveis de deformação plástica aliada à simplicidade de aplicação e ao custo relativamente baixo justifica a sua ampla adoção em linhas de produção de peças conformadas a frio. Em suma, a fosfatização é mais do que um tratamento anticorrosivo: é uma técnica essencial para o sucesso de processos industriais que envolvem deformação severa do aço. A compreensão de seus fundamentos, variáveis de controle e impacto sobre o desempenho dos produtos finais é indispensável para profissionais envolvidos com engenharia de superfícies e conformação metálica. À medida que a indústria busca por soluções cada vez mais eficientes e ambientalmente responsáveis, a fosfatização continuará a evoluir, mantendo‑se como um dos pilares dos tratamentos de superfície na metalurgia moderna.
Estruturas de aceleração de reação – tipos de fosfato de zinco
A utilização de aceleradores em banhos de fosfatização é essencial para controlar a cinética da reação de formação da camada fosfatada, influenciando diretamente sua morfologia, espessura, aderência e formação de subprodutos. Entre os principais aceleradores empregados na indústria, destacam‑se os nitratos, nitritos, cloratos e íons ferrosos, cada um com características específicas que os tornam mais apropriados a determinadas condições operacionais e aplicações finais.
Nitratos e nitritos (Fosfatizante DREAM 3004)
Os nitratos são amplamente utilizados como aceleradores internos em banhos à base de fosfato de zinco. Banhos formulados exclusivamente com nitratos são indicados para processos de imersão, permitindo a formação de camadas espessas e de cristais grandes, operando em temperaturas elevadas (> 90 °C); entretanto, apresentam menor velocidade de deposição, o que os torna inadequados para exigências dos processos industriais atuais. A adição de nitritos, como o nitrito de sódio, acelera significativamente a formação da camada de fosfato. Os banhos acelerados com nitratos e nitritos permitem a formação de camadas de espessura significativa em temperaturas mais baixas (50 °C a 80 °C), ideais para linhas de produção contínuas e processos rápidos como na indústria automobilística.
A proporção típica de nitrito nesses banhos varia conforme a temperatura: entre 0,1 a 0,4 g/L, para temperaturas de 65 °C a 70 °C, e 0,9 a 1,2 g/L, para temperaturas mais baixas (50 °C a 60 °C). O uso de refinadores permite a obtenção de camadas mais coesas e uniformes. A dinâmica química dos banhos com nitratos e nitritos é complexa. O nitrato é reduzido a nitrito no próprio banho por reações catalisadas por íons cúpricos (2–5 mg/L) e calor. O nitrito, por sua vez, oxida íons ferrosos (Fe²⁺) a férricos (Fe³⁺), promovendo a formação de fosfato férrico (lama) e influenciando a morfologia da camada formada. A relação NO₃⁻/PO₄³⁻ é crítica, situando‑se idealmente entre 2:1 e 3:1, sendo proporcional à razão Zn²⁺/PO₄³⁻ nos casos em que se utiliza nitrato de zinco como acelerador. A decomposição térmica do nitrito é um fator limitante – sua estabilidade diminui com o aumento da temperatura, demandando adição contínua e controlada, preferencialmente automatizada em sistemas industriais. Além disso, o nitrito apresenta caráter levemente alcalino, podendo induzir precipitação de fosfatos neutros ou monoácidos; por isso sua adição deve ser feita lentamente, com boa agitação local【153087700181842†L258-L283】.
O fosfatizante DREAM 3004 é a solução da Quimidream para processos de fosfatização que exigem alta eficiência, controle preciso da camada e produtividade elevada. Formulado com aceleração via nitrito de sódio, esse fosfato de zinco se destaca pela rápida formação da camada fosfatada, ideal para linhas de aspersão ou imersão contínua, especialmente em aplicações industriais com alto volume, como na indústria automotiva e metalúrgica. Ideal para empresas que buscam padronização, desempenho e sustentabilidade, ele busca aliar tecnologia de ponta com o suporte técnico da Quimidream, assegurando confiabilidade e resultados consistentes.
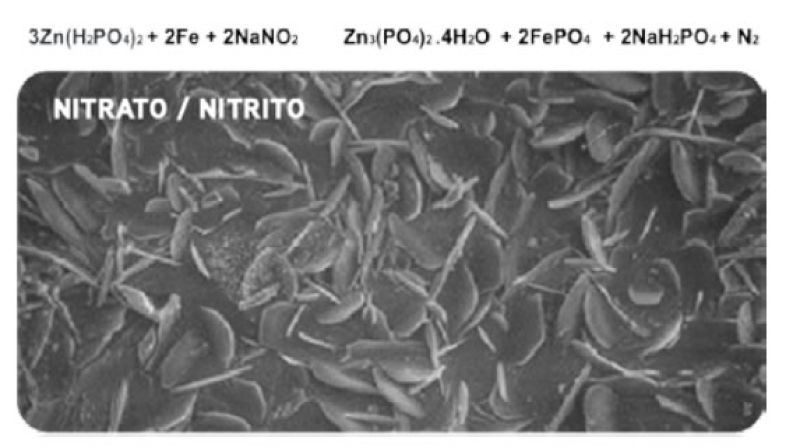
Micrografia “NITRATO / NITRITO”. Imagem microscópica ilustrando a reação entre nitratos e nitritos e a formação de camadas de fosfato.
Nitratos e cloratos (Fosfatizante DREAM 3000)
O clorato foi o primeiro acelerador utilizado industrialmente, especialmente em banhos de fosfato de zinco para aplicação em arames de aço, segmento no qual ainda mantém amplo uso devido à formação de camadas compactas, finas e pouco porosas, ideais para processos de deformação mecânica subsequente. O íon clorato (ClO₃⁻) é um agente oxidante forte, eficiente mesmo em temperaturas moderadas (50 °C a 70 °C). Atua consumindo prótons e elétrons liberados pela oxidação do ferro metálico, promovendo aumento local do pH sem formação de gás hidrogênio. Além disso, oxida íons Fe²⁺ a Fe³⁺, que precipitam como fosfato férrico, controlando a concentração de ferro no banho e a formação de lama. A principal desvantagem dos banhos acelerados com cloratos é a liberação de íon cloreto (Cl⁻), que se acumula com o uso, podendo causar corrosão em equipamentos e na própria camada recém‑formada, se não for eficientemente removido por lavagem. Também há formação de lama gelatinosa com o tempo, que pode aderir à superfície da peça, exigindo medidas corretivas, como ajuste do pH ou adição de compostos específicos.
Apesar desses inconvenientes, os banhos com clorato apresentam diversas vantagens: alta estabilidade em solução concentrada (pode ser incorporado ao concentrado de preparo); capacidade de fosfatizar aços de baixa reatividade; e baixa liberação de gases tóxicos, ao contrário dos banhos com nitritos. Contudo, devido à formação de cloretos e seu caráter corrosivo, o uso de banhos acelerados com cloratos foi reduzido em aplicações por aspersão, retornando apenas com o desenvolvimento de sistemas de controle mais precisos. O clorato predomina como agente oxidante, enquanto o nitrato atua como agente secundário e regenerador, sendo formado a partir da oxidação do nitrito pelo clorato. Entretanto, a presença de cloretos limita o uso prolongado desses banhos, principalmente quando o enxágue pós‑fosfatização não é suficientemente rigoroso.
O fosfatizante DREAM 3000, desenvolvido pela Quimidream, é um fosfato de zinco acelerado por clorato, ideal para aplicações que exigem camadas fosfatadas finas, densas e de alta resistência. Formulado para operar em temperaturas moderadas, ele é especialmente recomendado para processos de imersão, como na fosfatização de arames de aço, peças para conformação mecânica ou superfícies difíceis de tratar com sistemas convencionais. Além disso, também apresenta baixo consumo por metro quadrado tratado, mantendo qualidade de camada constante mesmo em linhas de alta produção. Sua formulação moderna evita a formação de cristais grosseiros e garante baixa incidência de retrabalho. Para quem busca desempenho técnico e robustez operacional, o DREAM 3000 é a escolha certa.
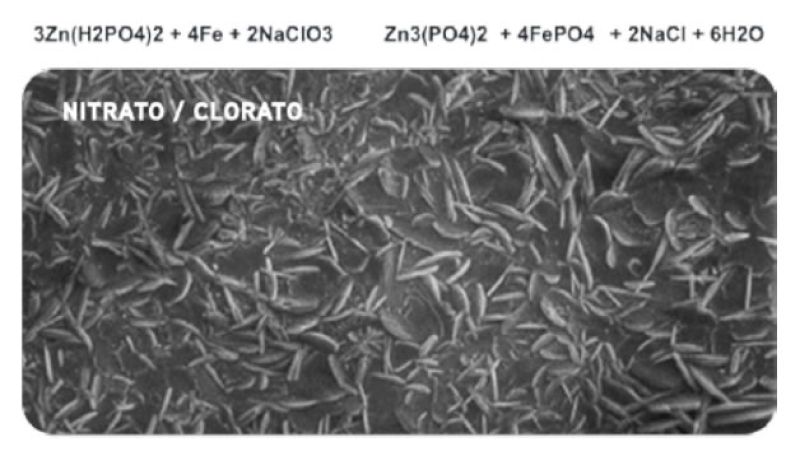
Micrografia “NITRATO / CLORATO”. Imagem microscópica mostrando as camadas formadas em banhos acelerados por clorato.
Nitratos e íons ferrosos (DREAM F‑338)
Os banhos acelerados via íons ferrosos, classificados como “lado ferro”, são caracterizados pela presença significativa de íons ferrosos (Fe²⁺) em solução durante a fosfatização. Essa característica decorre da operação desses banhos com aceleradores exclusivamente à base de nitrato, sem adição de nitrito, e em temperaturas geralmente entre 45 °C e 75 °C. Nessas condições, a conversão de íons nitrato em nitrito ocorre de forma limitada, resultando em uma quantidade insuficiente de nitrito para promover a oxidação completa dos íons ferrosos gerados durante o ataque ácido ao substrato metálico.
Devido à limitada oxidação do Fe²⁺ para Fe³⁺, parte significativa dos íons ferrosos permanece em solução, estabilizando‑se em concentrações que podem atingir até 10 g/L, dependendo das condições operacionais. Como consequência, a formação de lama – constituída principalmente por fosfato férrico (FePO₄) – é reduzida nesses banhos em comparação com sistemas acelerados com nitrito, o que representa uma vantagem operacional em termos de manutenção e descarte.
A estabilização da concentração de íons ferrosos é um aspecto fundamental para o funcionamento adequado do banho. Caso as condições operacionais não sejam rigorosamente controladas – temperatura, agitação e a razão área tratada/volume de banho –, pode ocorrer o acúmulo progressivo de Fe²⁺, levando à formação de camadas irregulares, de cristalização grosseira e com baixa uniformidade, comprometendo a aderência e a funcionalidade da camada fosfatada. Nesses casos, o banho pode se tornar instável, exigindo tratamento corretivo com agente oxidante ou, em casos extremos, o descarte total do banho.
Uma estratégia comum para restaurar o equilíbrio desses banhos é a oxidação periódica dos íons ferrosos por adição controlada de nitrito de sódio, o que reduz a concentração de Fe²⁺ e evita o colapso do sistema. Alternativamente, processos regenerativos podem ser adotados para uma remoção seletiva do ferro, prolongando a vida útil do banho e mantendo sua eficiência. Do ponto de vista prático, os banhos “lado ferro” são preferidos em aplicações onde se deseja uma formação de camada mais robusta, com cristais grandes e boa resistência mecânica, como em processos de fosfatização de peças submetidas a deformação a frio, incluindo trefilação e estampagem profunda. A espessura da camada formada nesse tipo de banho tende a ser mais elevada, podendo superar os 10 g/m², dependendo do tempo de imersão e da composição do banho. Em suma, os banhos acelerados “lado ferro” oferecem vantagens, como menor formação de lama e boa formação de camada, desde que operados dentro de faixas de temperatura e condições de controle bem definidas. No entanto, exigem atenção constante à concentração de íons ferrosos para garantir a qualidade e a estabilidade do processo.
O DREAM F‑338 é o fosfatizante de zinco da Quimidream desenvolvido especialmente para aplicações que exigem camadas espessas, resistentes e com cristais bem formados, sendo acelerado exclusivamente por íons ferrosos. Trata‑se de uma solução ideal para processos de imersão em baixa temperatura, como nas linhas de trefilação, extrusão e conformação a frio de peças metálicas, onde se requer máxima resistência mecânica da camada de fosfato. É especialmente recomendado para quem necessita de processos robustos, economicamente estáveis e com baixa geração de resíduos, mantendo alto desempenho mesmo sob condições exigentes.
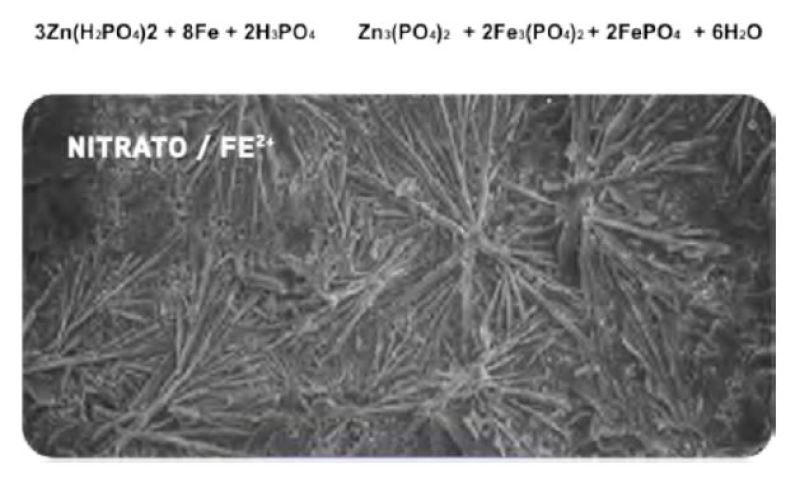
Micrografia “NITRATO / FE”. Imagem microscópica representando as características dos banhos acelerados via íons ferrosos.
Tratamento com estearato após a fosfatização (DREAM LUB 611)
O tratamento com estearato de sódio é uma etapa complementar essencial para peças fosfatizadas destinadas à conformação mecânica. Esse pós‑tratamento visa intensificar a capacidade de lubrificação da superfície, reduzindo significativamente o atrito durante operações de conformação a frio e, consequentemente, diminuindo o desgaste das ferramentas.
Após a fosfatização e a subsequente etapa de neutralização, as peças são imersas em uma solução aquecida de estearato de sódio, tipicamente na faixa de 65 °C a 75 °C, por um período que pode variar de 2 a 10 minutos. A concentração da solução é ajustada conforme o tipo e a severidade da conformação: para bobinas, utiliza‑se entre 2% e 3%; para discos com conformação moderada, entre 2% e 10%; e para itens maiores sujeitos a deformações mais intensas, entre 5% e 10%.
Durante a imersão, ocorre uma reação química entre o fosfato de zinco presente na camada fosfatizada e o estearato de sódio da solução, originando estearato de zinco, um composto insolúvel e fortemente aderente, conforme ilustrado abaixo. O estearato de zinco formado se adere firmemente à camada fosfatizada, enquanto parte do estearato de sódio remanescente é retido por arraste e se deposita na superfície após a evaporação da água. A espessura e a eficácia dessa camada final dependem de fatores como o pH da solução de estearato, o tempo de imersão, a temperatura e o tamanho dos cristais da camada fosfatizada.
A formação do estearato de zinco se intensifica com o aumento da temperatura, do tempo de imersão e, especialmente, com o pH próximo de 10 – acima desse valor, o efeito estabiliza, não havendo ganho significativo na formação do sabão. A massa de sabão formada na superfície, composta por estearato de sódio e estearato de zinco, pode atingir até 8 g/m², dependendo das condições do processo. Para conformações a frio em geral, recomenda‑se camadas de fosfato entre 6 g/m² e 12 g/m², uma massa mínima de 0,5 g/m² de estearato de zinco, e entre 0,5 g/m² e 1,3 g/m² de estearato de sódio. Em geral, camadas com maior proporção de estearato de zinco apresentam melhor desempenho, tanto em lubrificação quanto em resistência à corrosão temporária.
Durante o processo de aplicação, deve‑se atentar à contaminação da solução de estearato por metais pesados arrastados da fosfatização, pois eles reduzem a vida útil do banho. Além disso, o arraste de soluções ácidas reduz o pH do sabão, podendo causar a precipitação de ácido esteárico e comprometer o desempenho do tratamento, reforçando a importância da etapa intermediária de neutralização. Embora o tratamento com sabão não proporcione proteção anticorrosiva de longo prazo, ele cumpre um papel crucial em processos de conformação mecânica, permitindo maior velocidade de operação, menor atrito e vida útil ampliada das ferramentas. Caso seja necessário armazenar as peças em ambientes úmidos por períodos prolongados, recomenda‑se a aplicação complementar de óleos protetivos sobre a camada de sabão. A sequência típica para aplicação do tratamento com sabão inclui: fosfatização, lavagem, neutralização, imersão em estearato e secagem.
O estearato de zinco, por ser hidrofóbico, pouco solúvel e altamente aderente, representa a fração mais eficiente da camada formada, sendo responsável pela lubrificação sólida que garante desempenho superior nas condições de pressão extrema comuns na conformação a frio. O DREAM LUB 611 é o pós‑tratamento à base de estearato de sódio desenvolvido pela Quimidream para aplicação após a fosfatização em peças destinadas à conformação mecânica a frio. Sua formulação balanceada proporciona a formação de uma camada de estearato de zinco altamente aderente e insolúvel, responsável por uma lubrificação sólida e eficiente, mesmo sob altas pressões de conformação. O DREAM LUB 611 é a escolha ideal para quem busca eficiência, segurança e desempenho técnico em processos de trefilação, extrusão e estampagem a frio.
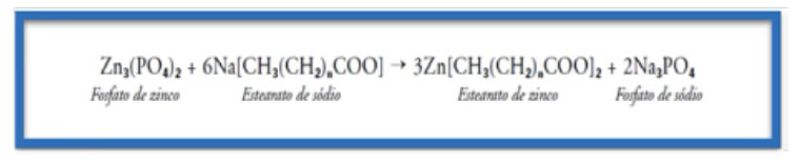
Reação química de estearato de zinco. Equação mostrando a reação entre o fosfato de zinco e o estearato de sódio que origina o estearato de zinco.
Considerações finais
A aplicação de camadas de fosfato no aço antes dos processos de conformação a frio representa uma solução técnica altamente eficaz para os desafios tribológicos e mecânicos característicos dessas operações. A presença dessa camada, formada por cristais de fosfato metálico, promove benefícios significativos em diversos aspectos do processo produtivo. Entre os principais, destaca‑se a redução do atrito entre a peça e a ferramenta, fator determinante para o aumento da vida útil dos moldes e matrizes, além da melhoria no acabamento superficial das peças conformadas.
Outro benefício fundamental é a capacidade da camada fosfatada de reter lubrificantes, criando uma interface estável que evita o contato metal‑metal, mesmo sob pressões elevadas. Essa propriedade assegura maior uniformidade na deformação, reduz o risco de trincas e falhas superficiais e permite maiores reduções de seção sem a necessidade de etapas intermediárias, como tratamentos térmicos. Além disso, a fosfatização contribui para a proteção temporária contra corrosão durante o armazenamento ou transporte das peças semifabricadas.
Do ponto de vista operacional e econômico, a fosfatização proporciona ganhos expressivos, reduzindo o consumo de lubrificantes, os tempos de parada para manutenção e os custos associados ao desgaste prematuro de ferramentas. Por fim, trata‑se de um processo adaptável, que permite a seleção de diferentes tipos de fosfato conforme a exigência mecânica da operação, oferecendo flexibilidade e robustez ao sistema produtivo. Portanto, a utilização de camadas de fosfato no aço a ser conformado a frio não apenas otimiza o desempenho técnico dos processos, como também contribui para a eficiência, a confiabilidade e a sustentabilidade da produção metalúrgica.









