

Abstract
The market is now able to offer a variety of different chrome-free anticorrosion protection systems to meet the sophisticated requirements of the coatings market. Systems approved by quality associations GSB International and Qualicoat, thus fulfilling the high quality standards of the architectural coatings.
All these systems are free of chrome (VI) and chrome, making them more environmentally safe and easier to handle from the wastewater viewpoint than conventional chromatizing processes. And regarding health and safety issues, the systems presented have additional advantages because of their chemical composition.The performance of corrosion protection in its powder-coated state is absolutely comparable with that of chromatisation.
1. Resumo
Atualmente o mercado tem condições de oferecer uma variedade de diferentes sistemas de proteção anticorrosiva isentas cromo para satisfazer as exigências sofisticadas do mercado de revestimentos. Sistemas aprovados pelas associações de qualidade GSB International e Qualicoat, cumprindo assim os elevados padrões de qualidade dos revestimentos arquitetônicos.
Todos estes sistemas são livres de cromo (VI) e cromo, tornando-os mais ambientalmente seguro e mais fácil de lidar do ponto de vista das águas residuárias do que os processos convencionais de cromatização. E quanto a questões de saúde e segurança, os sistemas apresentados, têm vantagens adicionais devido à sua composição química.
O desempenho de proteção contra a corrosão no seu estado revestido a pó é absolutamente comparável com o da cromatização.
2. Introdução
2.1. Porquê Cromo Free ou Livre de Cromo?
"Cromo Free" é um processo que está ganhando importância nos últimos tempos; E isso apesar do fato de que a conversão convencional amarela ainda está em uso em muitas instalações de revestimento hoje em dia e continua a ser um dos melhores métodos de proteção contra a corrosão. No entanto, é previsível que esta técnica venha a perder gradualmente a sua importância nos próximos anos e será substituída por processos alternativos. Quais são as razões para isso?
É do conhecimento geral que os compostos de cromo (VI) são tóxicos e capazes de alterar códigos genéticos, bem como serem cancerígenos. As camadas amareladas com cromo contêm uma proporção considerável destes compostos tóxicos e consequentemente tornam-se cada vez mais significativas, especialmente quando os processos de reciclagem, e a reutilização de automóveis, ou a eliminação de componentes cromados destes.
Portanto, não é nenhuma surpresa que o uso de compostos de cromo hexavalente (Cr6 +) tornou-se impopular nas indústrias elétrica e automotiva há alguns anos. Além disso, as especificações exigem cada vez mais um pré-tratamento livre de cromo ou pelo menos livre de cromo (VI) para elementos estruturais no setor da arquitetura (alumínio revestido a pó).
A procura de substâncias alternativas recebeu um novo ímpeto na forma do Regulamento CE nº 1907/2006 (REACH - Registo, Avaliação, Autorização e Restrição de Produtos Químicos) para o qual foram adicionadas várias substâncias com um teor de cromo (VI) A lista de candidatos SVHC (SVHC = Substâncias de Alta Preocupação). Apesar de uma obrigação de longo alcance de fornecer informações ao longo da cadeia de abastecimento, estas medidas ainda não constituem uma proibição de utilização dessas substâncias, representam o primeiro passo para a autorização (normalmente autorização ou restrição, portanto autorização neste caso) Das substâncias relevantes num futuro previsível. Com a recente publicação do Regulamento da UE n.º 348/2013 no Jornal Oficial L108 de 18 de abril de 2013, estas substâncias com conteúdo de cromo (VI) na lista de substâncias candidatas SVHC, utilizadas por exemplo nos processos de cromatização, foram incorporadas no Apêndice XIV Do Regulamento REACH. Consequentemente, tanto o prazo de encerramento do pedido de autorização (21 de Março de 2016) como a data de caducidade (21 de Setembro de 2017) foram agora fixados para todos os compostos de cromo (VI) listados. Após a data de caducidade, já não é permitido que as substâncias relevantes sejam fabricadas, utilizadas e / ou importadas na UE sem autorização oficial. No que diz respeito ao mercado do revestimento, prevê-se que haverá um aumento da procura de superfícies que tenham sido submetidas a pré-tratamento sem cromo ou sem cromo (VI). (Lançamento: maio de 2013).
Há no entanto, boas notícias também:
Em muitos setores, já é possível substituir os revestimentos de cromo sobre superfícies de alumínio por sistemas equivalentes isentos de cromo ou de cromo VI.
3. O desenvolvimento
Os processos estudados são completamente isentos de cromo, isto é, não contêm compostos crômicos tóxicos, hexavalentes (Cr6 +) ou trivalentes (Cr3 +). Os produtos de substituição envolvidos são compostos com titânio ou zircônio.
O titânio e os seus compostos também são implementados em vários outros campos de trabalho, e como elemento de liga em aços inoxidáveis, em artigos exteriores e desportivos, na fabricação de gemas sintéticas, em implantes dentários e como pigmentos brancos em revestimentos em pó.
Devido à sua elevada resistência à corrosão, o zircônio é utilizado, por exemplo, como uma liga constituinte em aço, para instrumentos cirúrgicos e instalações químicas, bem como em tecnologia nuclear.
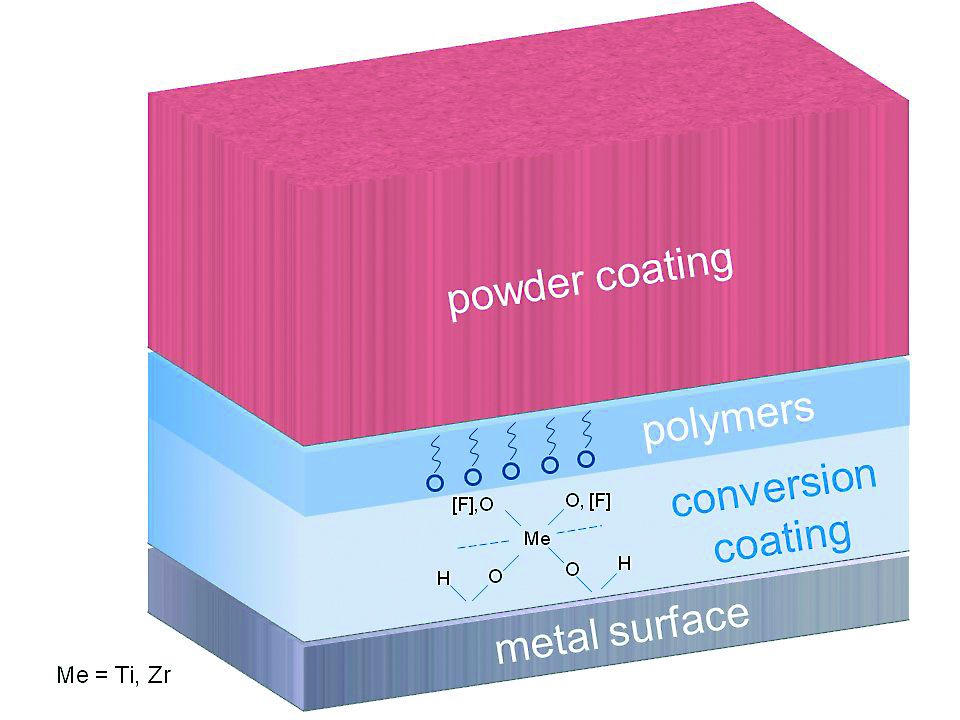
Além das combinações dos metais especificados, estes sistemas de proteção contra a corrosão alternativos contem também agentes formadores de película orgânicas e componentes poliméricos que otimizam a aderência da tinta.
Estrutura da camada esquemática (simplificada)
4. O Processo e Suas Reações - Uma Visão Geral
O mecanismo de reação nos processos cestudados baseia-se na formação de uma camada de conversão que precede a ativação da superfície metálica por uma reação de decapagem. Devido à elevada dependência do valor de pH neste passo de reação, a aderência ao valor de pH prescrito é de particular importância.
As camadas de conversão resultantes variam de incolor a ligeiramente amarelado. Os pesos de revestimento são consideravelmente mais baixos do que os obtidos no revestimento convencional com cromo e são inferiores a 0,1 g / m2. Por esta razão, a definição de camadas convencionais utilizando pesagem diferencial não é suficientemente precisa e métodos de medição alternativos (fotométricos) foram desenvolvidos desde então.
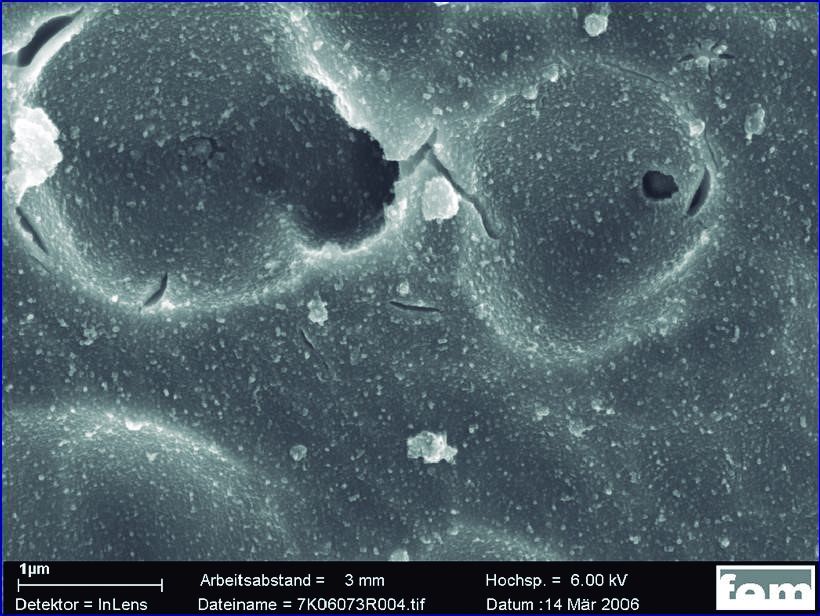
Topografia de uma camada de conversão, com ampliação de 20000x
A espessura da camada neste caso é de apenas 20 - 40 nm (nanotecnologia) e contém cerca de 3 - 10 mg de titânio por m².
Embora esta camada de revestimento seja muito fina, as superfícies de alumínio adequadamente pré-tratadas combinadas com um sistema de revestimento em pó aprovado cumprem todos os requisitos especificados pelas associações de qualidade GSB International e Qualicoat. O efeito protetor do processo é absolutamente comparável com os processos convencionais de cromatização uma vez que a superfície tenha sido revestida a pó.

Camada de conversão com 34 nm de revestimento com base em Zircônio(branco: zircônio clusters)
5. Qual proteção contra corrosão é a mais viável?
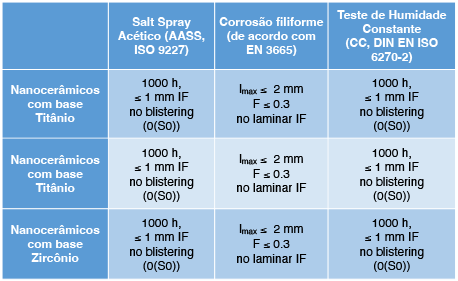
Uma vez que o comportamento de proteção contra a corrosão de um sistema depende sempre de um grau significativo da qualidade do metal de base, os valores aqui especificados referem-se a superfícies que foram sujeitas a um pré-tratamento ótimo.
Superfícies de alumínio
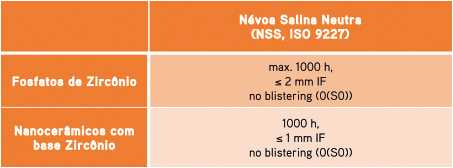
Superfícies de aço
Superfícies galvanizadas a quente (hdg)
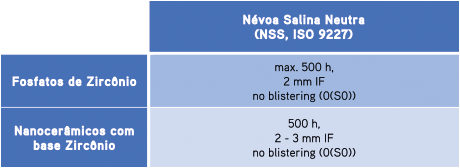
IF = infiltração
Devido às suas camadas de revestimento finas, contudo, os processos estudados dificilmente são adequados para a chamada proteção de corrosão "nua" (isto é, sem qualquer acabamento de tinta subsequente).
5.1. Exposição atmosférica bem-sucedida de 10 anos
Além dos habituais testes de exposição ao ar livre de três anos realizados pelas associações de qualidade, no GSB International o período de teste para processos alternativos de proteção contra a corrosão foi estendido para testes de 10 anos. Estes testes de longa duração são conduzidos num clima industrial costeiro (neste caso: Hoek van Holland, Holanda).
Dois processos Nanocerâmicos base Titânio já concluíram com êxito este ensaio de 10 anos a longo prazo em condições climáticas desafiadoras:
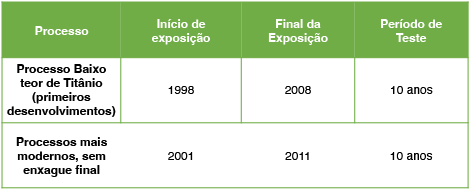
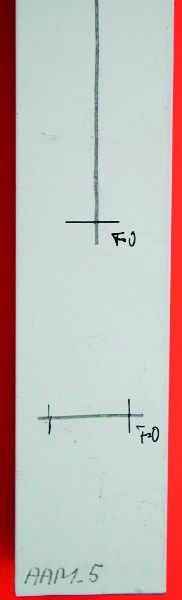
Mesmo após o décimo ano de exposição, ambos os sistemas não apresentaram sinais significativos de corrosão (figura-chave para a corrosão filiforme neste caso: F <0,1). O valor nominal para a classe de aprovação 4 é F ≤ 0,4 segundo GSB QR AL 631 para um período de exposição de 36 meses.
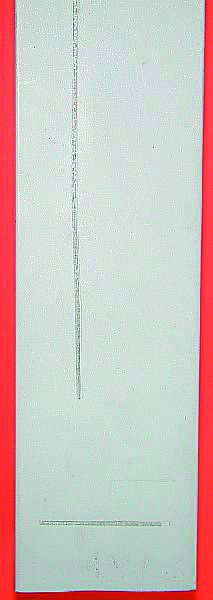
Corpos de prova após 10 anos de exposição ao ar livre em Hoek van Holland / Holanda:
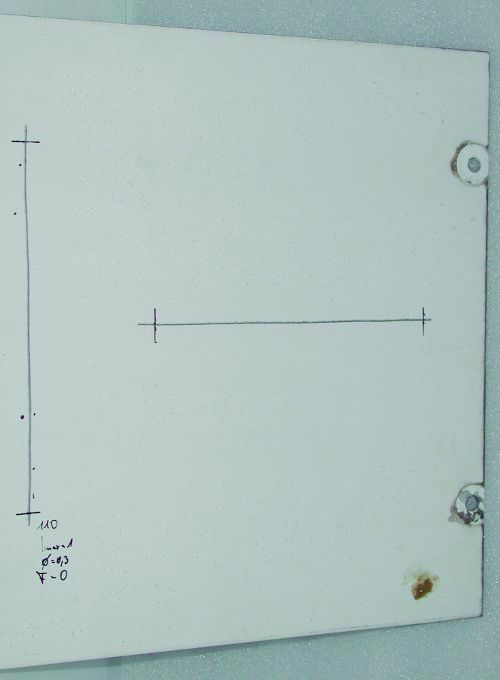
Processo Baixo teor de Titânio
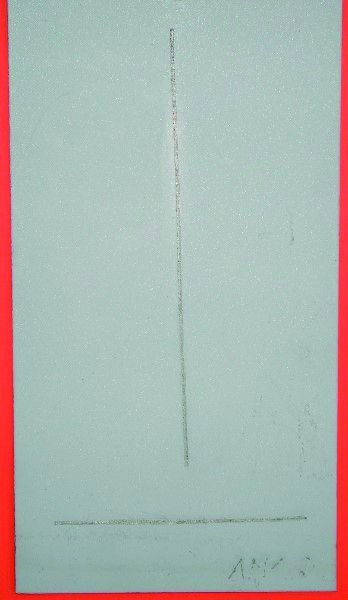
Processos sem enxague final
Processo Baixo teor de Titânio
Processos sem enxague final
Não foram identificados sinais significativos de corrosão.
6. Técnicas de lavagem
Processos alternativos de proteção contra a corrosão geralmente reagem muito mais sensivelmente à admissão de impurezas do que o processo convencional de cromatização, de modo que um método de enxaguamento eficiente é absolutamente essencial.
Após os processos de limpeza e decapagem, o produto deve ser enxaguado várias vezes com água de processo (e, se necessário, com água desmineralizada). Os sistemas de lavagem em cascata são particularmente adequados para reduzir a quantidade de água virgem utilizada neste processo. Antes do processo de conversão individual, o enxaguamento intensivo é realizado com água desmineralizada com uma condutividade não superior a 30 μS / cm (medição na água que escorre do produto). Isto prolongará a vida útil do banho subsequente e aumentará consideravelmente a estabilidade do processo.
Após este ciclo de enxaguamento, é efetuado um enxaguamento final com água desmineralizada (análogo ao processo de cromatização)
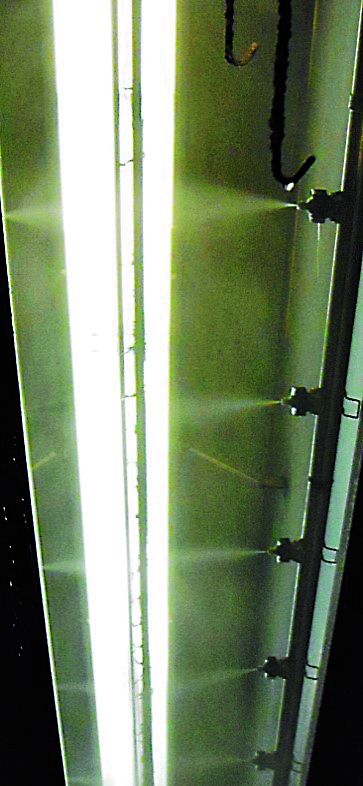
No caso de processos de não enxaguamento embora não seja necessário enxaguamento final, podemos instalar bicos de pulverização opcionalmente (ver fotografia ao lado) ao final do tratamento para melhorar a estabilidade do processo em instalações com um rendimento continuamente elevado de produto (Por exemplo, em sistemas de pulverização vertical).
Ao aderir a este método, quaisquer impurezas ou substâncias de decomposição concentradas que podem ter atingido o banho não permanecem no produto, mas são removidas usando uma pequena quantidade de água desmineralizada (consumo em torno de 100 l / h) antes do processo de secagem
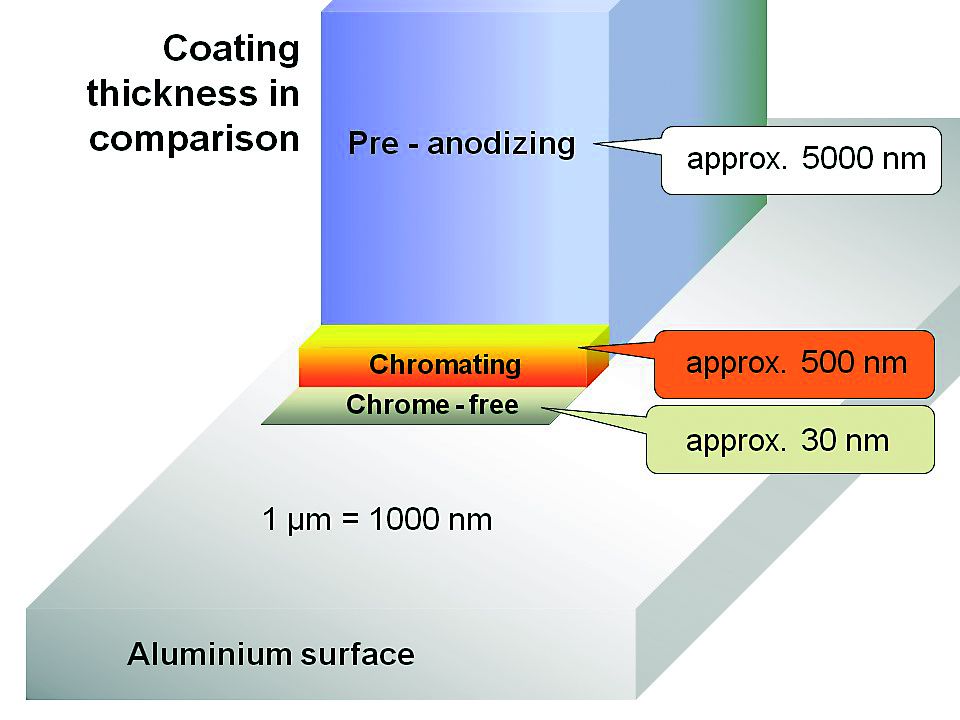
7. Comparativo de Espessura Camadas Aplicáveis no Alumínio
Como resultado, métodos especiais de teste foram desenvolvidos para permitir a caracterização de camadas livres de cromo:
1. Teste de manchas de corante / Teste de queda
Este teste é usado para fornecer uma verificação rápida de se uma camada de proteção foi gerada ou não. Uma solução de indicador especial é aplicada à superfície pré-tratada. A alteração resultante na cor identifica imediatamente se a camada de conversão relevante está presente ou não.
2. Determinação da camada fotométrica
Este método permite a definição exata da camada de revestimento e garante uma gestão confiável do processo. Ela implica descascar a camada de conversão de uma superfície definida e determinar o titânio e / ou o zircônio nele por meios fotométricos. Este teste pode ser realizado no local.
3. Métodos técnicos de medição RFA e ICP-OES
O equipamento de medição analítica em laboratórios específicos também pode ser usado para determinar outras características relevantes para as camadas de conversão geradas. Exames mais precisos são realizados usando espectroscopia de fluorescência de raios X (XRF) ou plasma indutivamente acoplado (ICP).
8. Recuperação de águas residuais
As águas residuais deste processo podem ser tratadas com muito menos esforço e menos custos do que os processos de cromatização convencionais, uma vez que o passo de descontaminação previamente necessário (redução de cromo hexavalente) pode ser omitido completamente. Além disso, devido ao menor teor de sal e menor resistência ácida, são necessárias pequenas quantidades de produtos químicos de neutralização para condicionar as águas residuais. A neutralização e precipitação de fluoretos livres é possível graças à adição de compostos de cálcio (cal). Isto provoca a precipitação de fluoreto de cálcio que é difícil de dissolver e que também é encontrado, e como um mineral natural na forma de fluorita, CaF2. Os resíduos precipitados podem subsequentemente ser removidos por meio de um filtro prensa.
9. A aplicação na prática
Com base em experiência prática com sistemas “Cromo Free”, existem inúmeros exemplos de aplicações em vários setores da nossa vida diária.
Para além da sua aplicação principal - arquitetura (janelas, portas, fachadas) - os processos livres de cromo são também utilizados na engenharia médica, na fabricação de eletrodomésticos, na engenharia mecânica, na produção de mobiliário de escritório.
As seguintes fotos mostram duas propriedades com revestimentos de acordo com o passo 3 da Aprovação GSB para processos alternativos.
• Fachada da empresa ALUCOLOR Oberflächenveredlung GmbH & Co. KG,Chemnitz
• Revestimento 1998
• Sistema de Conversão Nanocerâmico (Titânio)

• Edifício administrativo da Alufinish GmbH & Co.KG, Andernach
• Revestimento 2012 na Dörner Pulverbeschichtung GmbH, Alpenrod
• Sistema de Conversão Nanocerâmico ( Zircônio)










