

O presente trabalho é uma REPUBLICAÇÃO DA MATÉRIA TÉCNICA PUBLICADA NA REVISTA TRATAMENTO DE SUPERFÍCIE, EDIÇÃO 77, páginas 27 a 38, maio/junho de 1996, realizada com o objetivo de abordar os vários aspectos envolvidos nos banhos de níquel tipo Watts. Ele está sendo publicado na forma de vários artigos cada qual tratando de um aspecto específico. Essa quarta parte tratará da estrutura, resistividade elétrica e tensões de tração internas dos eletrodepósitos de níquel.
1. ESTRUTURA
A estrutura dos eletrodepósitos de níquel obtidos a partir de banhos não aditivados depende profundamente da composição e das condições de operação. Nos banhos aditivados a estrutura passa a depender fundamentalmente do tipo e da concentração do aditivo.
Os depósitos de níquel apresentam uma grande variedade de estruturas. O seu exame é feito através de técnicas como metalografia, microscopia eletrônica, microscopia de transmissão e raios X. O método metalográfico é muito limitado, principalmente devido ao fato de que a maioria dos depósitos produzidos comercialmente apresentam granulação extremamente fina. Nesses, a resolução dos microscópios óticos não é suficiente para a observação dos grãos.
As técnicas metalográficas, no entanto, são muito utilizadas, visto que as estruturas de interesse prático, a lamelar e a colunar, podem ser observadas. Convém ressaltar que, em geral, a textura é observada e não a estrutura metalográfica. Somente aquelas com granulação grosseira é que podem ser estudadas de maneira mais detalhada metalograficamente. Nos de granulação muito fina, não se torna possível observar o tamanho de grão por método metalográfico.
Neste trabalho, o assunto “estrutura” será abordado sob o ponto de vista prático, levando em consideração apenas as texturas lamelar e colunar, visto que são as de interesse prático, conforme já mencionado.
Quando se deposita níquel a partir de um banho tipo Watts, sem aditivos, com nível muito baixo de impurezas, a temperatura de 55 ºC e pH 2, obtém-se uma textura colunar cujo tamanho de grão aumenta com o aumento da espessura. A Figura 1 mostra alguns exemplos de depósitos de textura colunar.
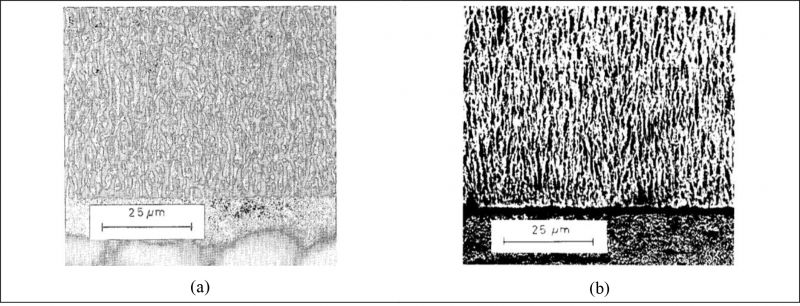
Figura 1 - Exemplos de depósitos de níquel com textura colunar. O depósito (a) apresenta granulação grosseira, enquanto a (b) granulação mais fina (aumento 700x)
Depósitos brilhantes de níquel, sem exceção, possuem textura lamelar. A Figura 2 mostra um exemplo de depósitos de textura lamelar.
As propriedades mecânicas, físicas e de resistência à corrosão dos depósitos de níquel de estruturas diferentes são diferentes. Em geral, depósitos colunares de granulação grosseira e que contêm quantidade mínima de impurezas são pouco duros, dúteis e possuem baixa resistência mecânica. O refinamento de grão e a incorporação de impurezas ou de hidróxidos metálicos coloidais no depósito, ainda com textura colunar, obtidos a partir de banho não aditivado aumentam a dureza, diminuem a ductilidade e aumentam o nível de tensões no depósito. Em casos extremos, o depósito poderá apresentar textura lamelar, textura esta mais dura, mais frágil e com alto nível de tensões.
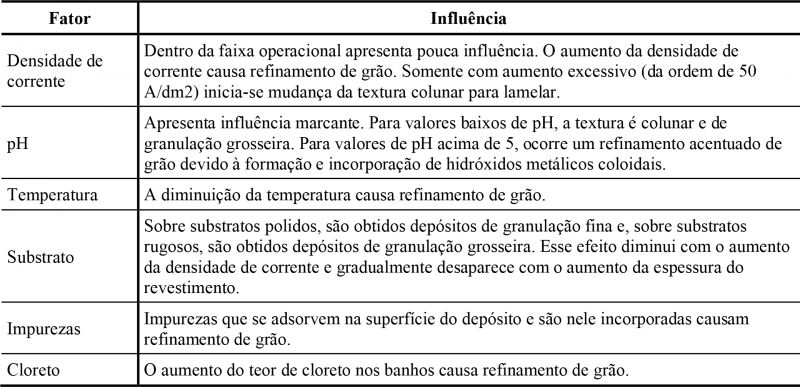
Conforme já citado, as composições e as condições de operação dos banhos não aditivados apresentam influência marcante na textura dos depósitos, conforme apresentado resumidamente na Tabela 1.
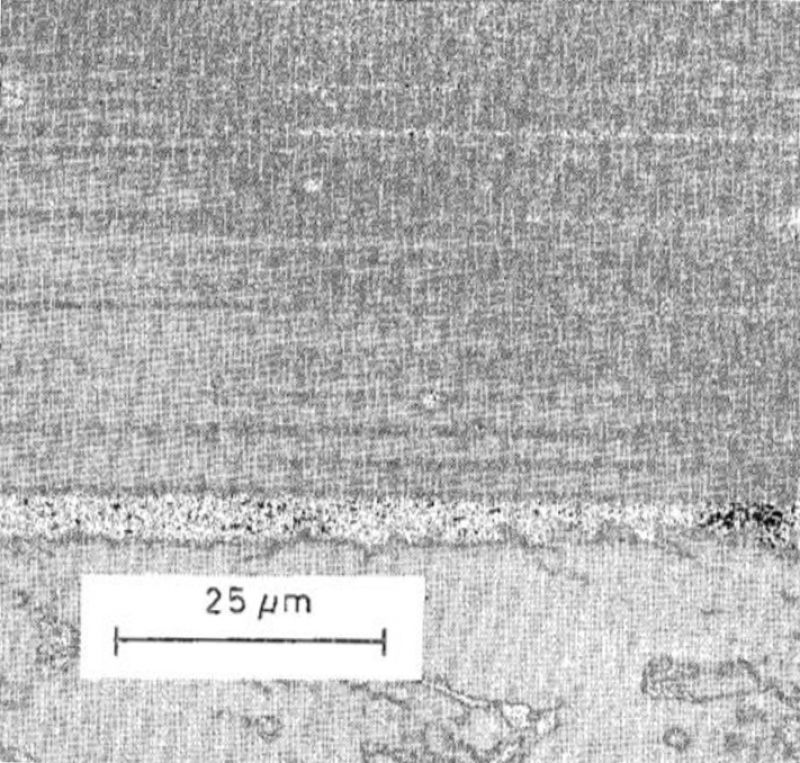
Figura 2 - Exemplo de um depósito de níquel brilhante com textura lamelar (aumento 700x)
Tabela 1 - Influência das condições de operação na textura dos depósitos obtidos a partir de banhos não aditivados
O uso de aditivos nos banhos de níquel causa alteração da estrutura. Os depósitos de níquel semibrilhantes que são, em geral, obtidos a partir de banhos aditivados com compostos orgânicos isentos de enxofre, apresentam textura colunar, porém, de granulação fina. Nesse caso, as condições de operação apresentam influência, às vezes, mais marcante do que para banhos não aditivados, podendo inclusive, determinar a mudança de sua textura para lamelar. Assim um aumento da densidade de corrente e do pH determinam a mudança de textura de colunar para lamelar, conforme mostra a Figura 3. Esse efeito inclusive é mais pronunciado do que para os banhos não aditivados, que sofrem apenas um refinamento de grão, sendo a mudança de textura pouco provável. Um aumento da agitação pode determinar a modificação da estrutura, normalmente obtém-se mistura de estruturas lamelar e colunar. Cabe citar que alguns tipos de aditivos utilizados em banhos de níquel semibrilhantes, por si só, já produzem estrutura lamelar.
Os depósitos de níquel brilhantes são sempre do tipo lamelar e de granulação muito fina. Nesse, as condições de operação e o substrato pouco influenciam sendo o tipo e a concentração do aditivo os fatores mais relevantes.
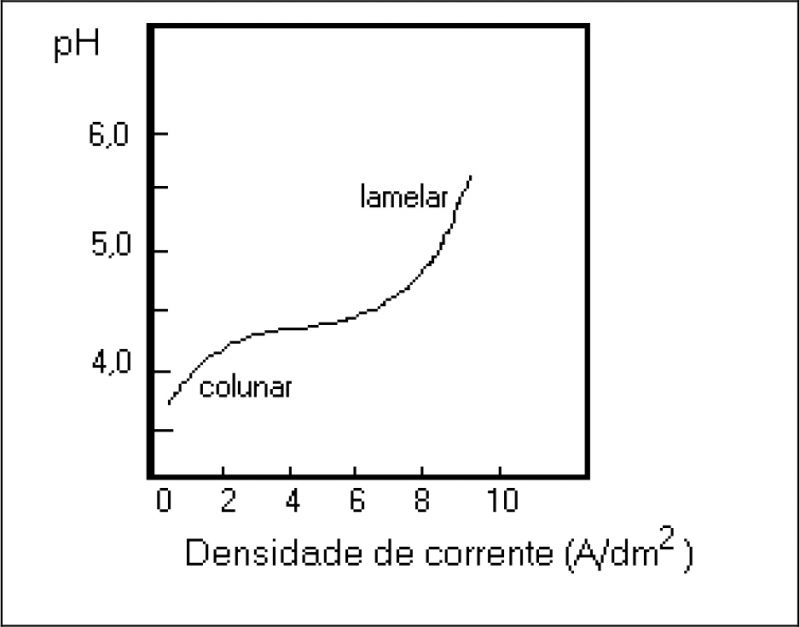
Figura 3 - Textura do revestimento de níquel semibrilhante de níquel em função do pH e da densidade de corrente
2. RESITIVIDADE ELÉTRICA
A resistividade do níquel aumenta consideravelmente com a presença de impurezas sendo afetada não só pelo teor, mas pela natureza, tamanho e distribuição das mesmas. A sensibilidade da resistividade com o teor de impurezas tem sido utilizada para verificação da pureza dos metais e/ou dos eletrodepósitos. Convém citar o fato de que mesmo metais mais condutores, quando presentes como impurezas no níquel, causam diminuição na resistividade.
Estudos objetivando verificar a influência das condições de operação e da composição de banhos na resistividade dos depósitos de níquel esbarram em grandes dificuldades, visto que pequenas quantidades de impurezas (da ordem de 0,01 %) podem causar alterações mais significativas do que as variações do processo. Normalmente, somente variações maiores do que aquelas causadas pela presença de impurezas são estudadas. Apesar dessas dificuldades, existem na literatura resultados de estudos apontando os fatores que mais influenciam na resistividade dos eletrodepósitos de níquel. No entanto, deve-se citar que valores discrepantes são encontrados. Aconselha-se não interpretar tais dados de maneira rigorosa levando em conta, de preferência, as ordens de grandeza.
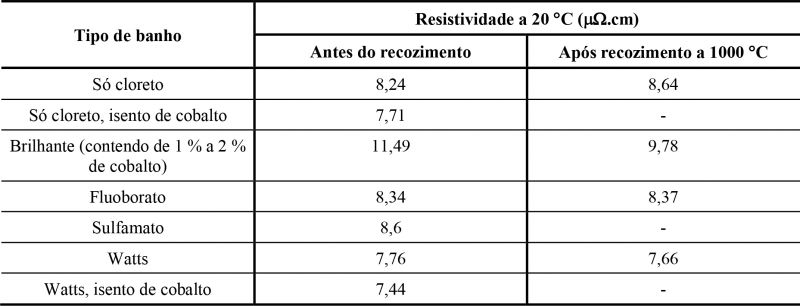
A resistividade elétrica dos eletrodepósitos de níquel, pode variar de 7,4 µΩ.cm a 11,5 µΩ.cm, a 20 ºC, dependendo da quantidade e da natureza de compostos estranhos incorporados (impurezas, hidróxidos coloidais, aditivos ou produto de decomposição de aditivos). O níquel trabalhado apresenta resistividade variando de 9,5 µΩ.cm a 14 µΩ.cm e o fundido apresenta valores da ordem de 21 µΩ.cm. A Tabela 2 apresenta os valores da resistividade de depósitos de níquel obtidos a partir de banhos de diferentes tipos, a 55 ºC, pH = 3 e densidade de corrente de 5 A/dm2, antes e depois de submetidos a tratamento térmico de recozimento a 1000 ºC.
Observando-se a Tabela 2, verifica-se:
- o depósito obtido a partir de banho tipo Watts, isento de cobalto, possui a menor resistividade;
- o depósito de níquel brilhante contendo de 1 % a 2 % de cobalto apresenta a maior resistividade;
- o tratamento de recozimento diminui significativamente a resistividade do eletrodepósito de níquel brilhante com cobalto, porém tem pouca influência nos depósitos obtidos a partir de banhos mais puros. Isso deve ser devido à redistribuição das impurezas presentes no depósito.
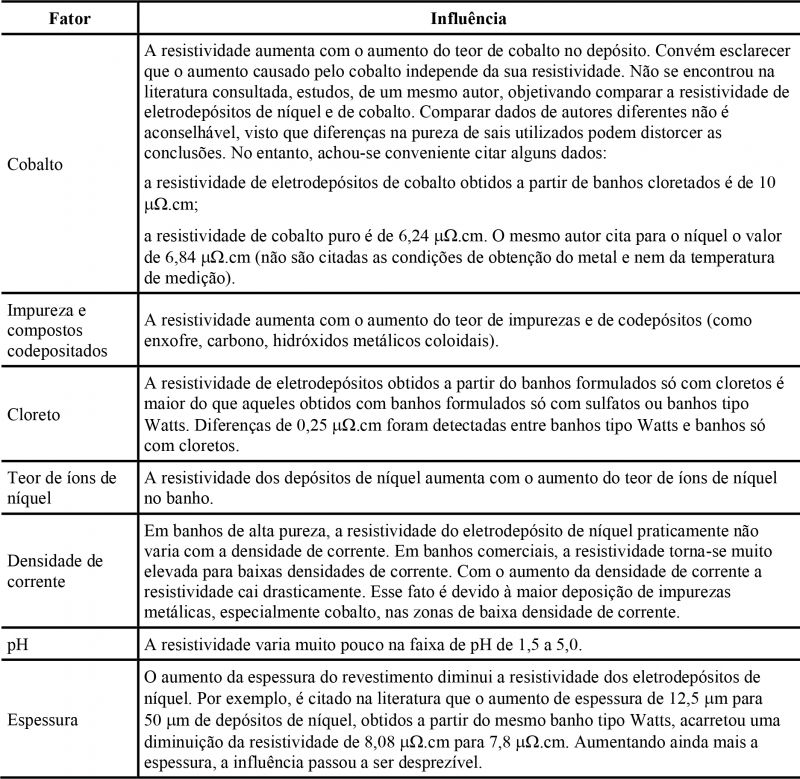
A Tabela 3 apresenta um resumo da influência dos fatores que mais influenciam a resistividade dos depósitos de níquel.
3. TENSÕES DE TRAÇÃO INTERNAS
Os eletrodepósitos, particularmente os de níquel, possuem tensões internas. As teorias das causas da presença dessas tensões ainda não são completamente compreendidas. Alguns pesquisadores acreditam ser o hidrogênio incorporado nos depósitos a principal causa. Outros apontam como sendo os hidróxidos coloidais ou incorporação de impurezas, mesmo em mínimos teores, no eletrodepósito, os responsáveis pelas tensões. No entanto, para os produtores de eletrodepósitos, elas não são de fundamental importância. Para eles, é importante o conhecimento dos fatores que influenciam o nível das tensões e dos meios possíveis para controlá-las, uma vez que a presença de tensões altera as propriedades dos depósitos causando, entre outros, destacamento, fissuramento do revestimento e diminuição da resistência a fadiga das peças revestidas com níquel. Nesse sentido, são muitos os estudos publicados, no entanto, os resultados são muito discrepantes. Atualmente tem-se convicção de que as discrepâncias desses resultados são consequência do nível diferenciado de impurezas presentes nas matérias primas utilizadas para o preparo de banhos. Sabe-se que em qualquer processo de eletrodeposição as impurezas desempenham papel importante, mas o processo de níquel, particularmente, é aquele que mais é afetado pelas impurezas.
Tabela 2 - Resistividade elétrica de eletrodepósitos de níquel obtidos a partir de diferentes tipos de banhos (T = 55 ºC, pH = 3 e densidade de corrente = 5A/dm2)
Apesar do conceito da utilização de sais de pureza para eletrodeposição, de água pouco contaminada e da aplicação dos processos de purificação serem universais, muitas indústrias não dão a devida importância. Para se ter uma ideia, as tensões de tração de um revestimento obtido a partir de uma banho Watts recém-preparado, porém não submetido à purificação são da ordem de 22,4 kg/mm2. Esse mesmo banho, após tratamento com peróxido de hidrogênio, carvão ativo e deposição seletiva produz depósitos com tensões de 10,5 kg/mm2.
Tabela 3 - Fatores que influenciam a resistividade dos eletrodepósitos de níquel
O nível e o tipo das tensões variam significativamente com o tipo do banho, a sua composição, com as condições de operação e com o tipo de aditivo utilizado, podendo variar desde 10 kg/mm2 de tensões de compressão até 70 kg/mm2 de tensões de tração.
São vários os dados apresentados na literatura sobre o nível de tensões dos revestimentos obtidos a partir de diferentes tipos de banhos de níquel não aditivados. Apesar de haver diferenças nos valores absolutos, é consenso de que os banhos só de cloretos são aqueles que apresentam os maiores níveis de tensões de tração interna e os de sulfamatos são os que apresentam os menores níveis. Um exemplo de dados estão apresentados na Tabela 4. A Figura 4 apresenta o intervalo de valores de tensões internas (compressão = valores negativos e tração = valores positivos) de revestimentos obtidos a partir de diferentes tipos de banhos comerciais. Convém chamar a atenção de que o banho tipo Watts aditivado é aquele que apresenta o maior intervalo, podendo produzir revestimentos com tensões de compressão da ordem de 10 kg/mm2 até tensões de tração da ordem de 40 kg/mm2.
Tabela 4 - Tensões de tração interna de depósitos obtidos a partir dos diferentes tipos de banhos não aditivados
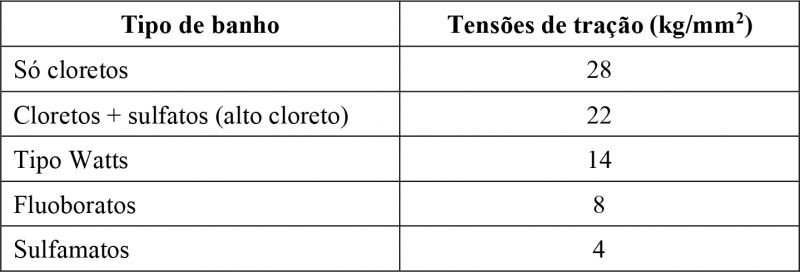
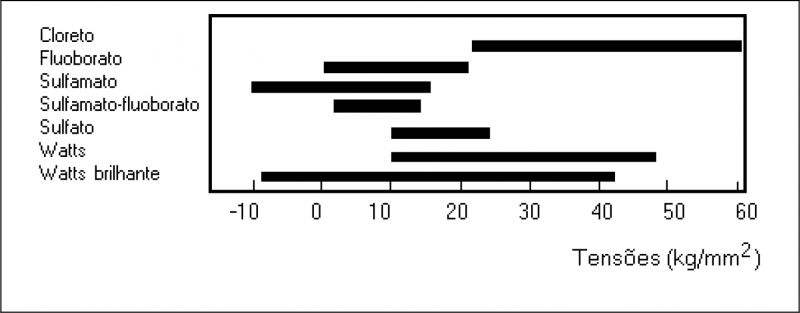
Figura 4 - Intervalo do nível de tensões internas de revestimentos de níquel obtidos a partir de banhos comerciais
Para cada tipo de banho, as tensões de tração variam com as condições de operação. A Tabela 5 apresenta a influência da composição e das condições de operação na intensidade das tensões de tração internas nos depósitos de níquel obtidos a parir de banhos do tipo sulfato-cloreto (alto cloreto) sem a adição de aditivos.
Tabela 5 - Influência da composição e das condições de operação nas tensões de tração internas de depósitos de níquel obtidos a partir de banhos que contêm sulfato e cloreto
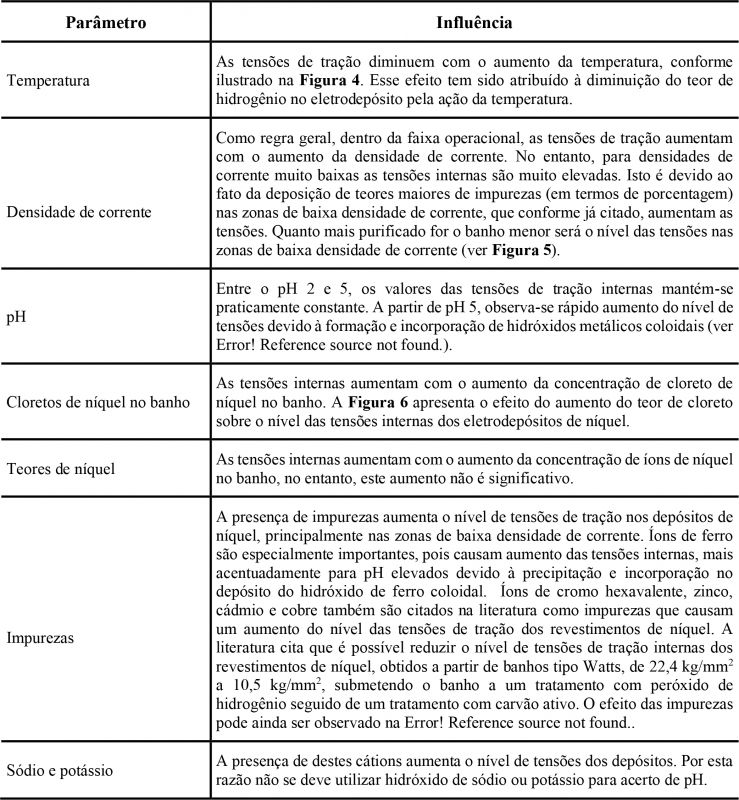
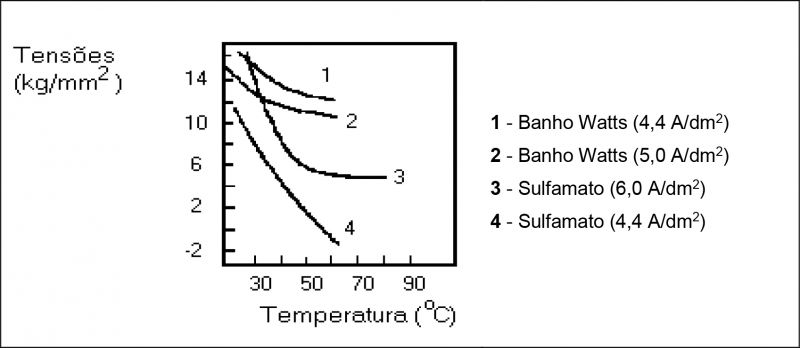
Figura 5 - Efeito da temperatura sobre o nível de tensões internas dos eletrodepósitos de níquel
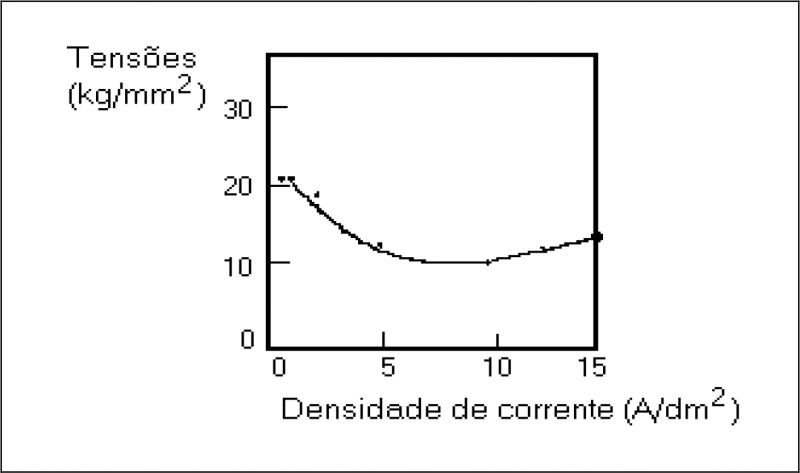
Figura 6 - Efeito da densidade de corrente sobre o nível de tensões de eletrodepósitos de níquel obtidos a partir de banho tipo Watts a 55 ºC e pH = 3
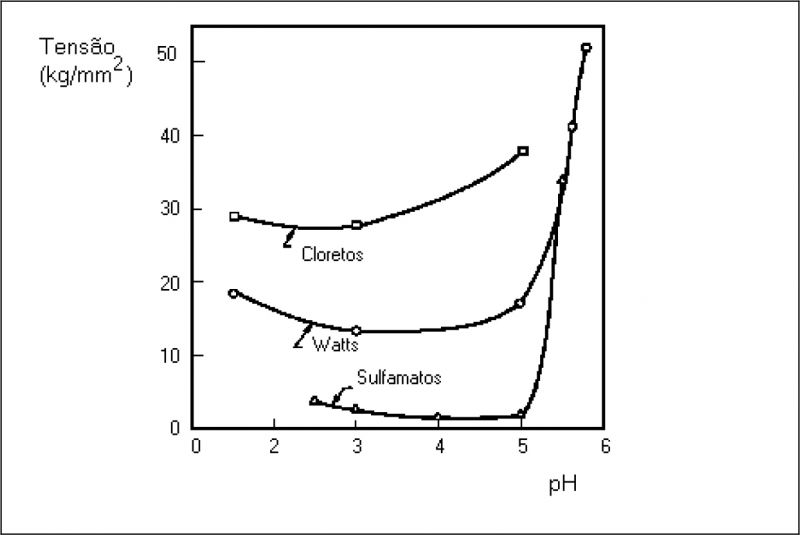
Figura 7 - Efeito do pH sobre o nível de tensões internas dos eletrodepósitos de níquel
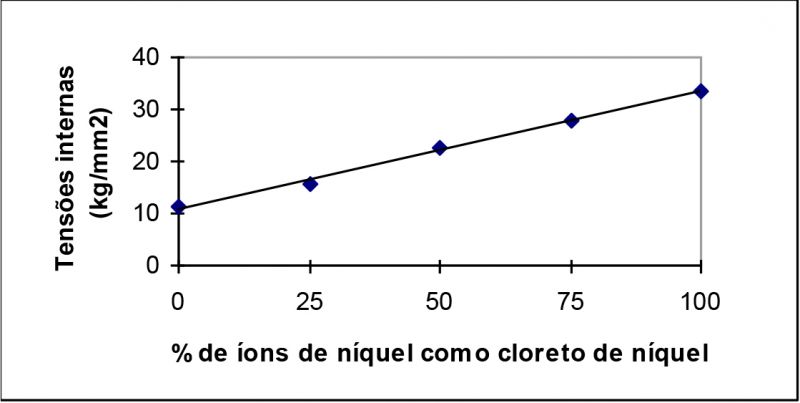
Figura 8 - Tensões de tração de revestimentos de níquel, em função da porcentagem de íons de níquel na forma de cloreto de níquel, obtidos a partir de banhos contendo sulfato e cloreto de níquel e ácido bórico (a 55 ºC e a 5 A/dm2)
Os aditivos utilizados para a obtenção de depósitos de níquel brilhante exercem influência marcante nas tensões de tração internas, sendo isto dependente do tipo e da concentração dos aditivos. Os abrilhantadores primários introduzem tensões de compressão no depósito, o que determina a diminuição do nível das tensões de tração do depósito. Quanto maior for a concentração no banho, menor será o nível das tensões de tração do depósito, podendo haver completa neutralização ou mesmo ter-se como resultado, tensões de compressão no depósito. Quando utilizados com os abrilhantadores secundários, maiores concentrações de abrilhantadores primários são requeridas para compensar o efeito adverso dos secundários. Na presença de abrilhantadores primários, as impurezas passam a ser mais toleráveis, no entanto, o seu consumo aumentará. Além disso, na presença de abrilhantadores primários, as tensões de tração diminuem com o aumento da densidade de corrente. Convém citar ainda o fato, que existem aditivos, tais como acetamida, ureia, glicina e a cumarina, que não contêm enxofre na sua composição como os abrilhantadores primários e, portanto não produzem revestimentos com altos teores de enxofre, e que são capazes de diminuir o nível das tensões de tração.
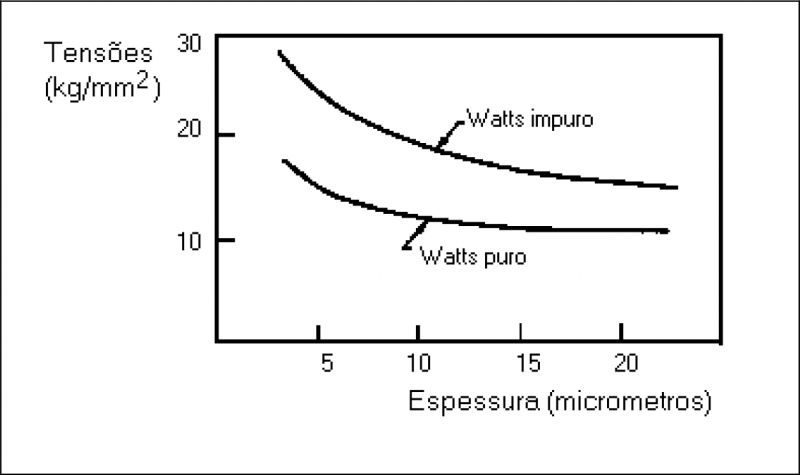
Figura 9 - Efeito da espessura do revestimento de níquel sobre o nível de tensões internas dos eletrodepósitos de níquel obtidos a partir de banhos tipo Watts puros e não puros
Os abrilhantadores secundários sempre aumentam as tensões de tração dos eletrodepósitos, sendo que há uma relação sempre crescente entre a concentração deste aditivo com o nível de tensões.
Os agentes tensoativos exercem pouca influência nos níveis de tensões de tração dos eletrodepósitos.
Finalmente convém mencionar que os produtos de decomposição dos aditivos orgânicos, seja primário, ou secundário, podem ser prejudiciais. Como, com o tempo há aumento na concentração destes produtos no banho, é imprescindível a adoção de tratamento periódico com carvão ativo para a retirada destes produtos de decomposição.
Cabe citar, ainda, o fato de que revestimentos finos tendem a apresentar maiores tensões de tração do que os mais espessos, fato ilustrado na Figura 9. Esta influência tem sido atribuída à influência do substrato. Um exemplo disso pode ser verificado observando revestimentos aplicados sobre cobre polido e não-polido. Aquele aplicado sobre o polido apresenta nível de tensões cerca de 50 % maior.
BIBLIOGRAFIA CONSULTADA
BRUGGER, R. Nickel plating. 1.ed. Teddington : Robert Draper, 1970. 363p.
DENNIS, J. K.; FUGGLE, J. J. The effect of metallic contamination on electrodeposited nickel: part 2 - appearance and surface topography. Transactions of the institue of metal finishing, v.48, 1970. p.75-82
DENNIS, J. K.; SUCH, T. E. Nickel and chromium plating. 1.ed. London : Newnes-Butterworths, 1972. 324p.
KUSHNER, J. B. Electroplating know how II: lesson 8. 1972 47p.
LOWENHEIM, F. A. Modern electroplating. 3ed. New York : John Wiley, 1974. 801p.
METAL FINISHING. New Jersey : Metals and Plastics Publications, v.8, n.12, dec. 1989. 76p.
METALS handbook. 9ed. Metals Park : ASM, 1987. 17v. v.5 : surface cleaning, finishing and coating. 715p.
OGBURN, F.; ERNST, D. W.; ROBERTS, W. H. The nature, cause and effect of porosity in electrodeposits. AES research project, n.13, Washington : AES
PANOSSIAN, Z. Corrosão e proteção contra corrosão em equipamentos e estruturas metálicas. 1.ed. São Paulo : Instituto de Pesquisas Tecnológicas, 1993. 2v. 636p. (Publicação IPT 2032)
PANOSSIAN, Z. Mecanismos de eletrodeposição de metais. (não publicado)
PRATICAL Nickel plating. New York : INC. 56 p.
SAFRANEK, W. H. Properties of electodeposited metals and alloys : a handbook. New York : American Elsevier, 1974. P.219-288
WATSON, S. A. Nickel electroplating solutions. England : NiDi, 1989. (NiDi technical series n. 10047)
WESLEY, W. A.; PRINE, W. H. Pratical nickel plating. New York : INC. 44p.
ZAMIN, M.; IVES, M. B. Effect of chloride concentration on the anodic dissolution behaviour of nickel. Corrosion, NACE, v.29, n.8, Aug., 1973. p.319-324
ZENTNER, V.; BRENNER, A.; JENNING, C. W. Physical properties of electrodeposited metals : I. nickel. Washington : AES, 1952. (Serial n.20)