
A busca pelo equilíbrio de fluxo: como reduzir o gasto de energia em processos (seja do sistema, seja dos materiais) e garantir sustentabilidade em tratamentos superficiais

Dr. Rolf Jansen é Diretor da Cyclaero Instrumentos de Medição Ltda.
Uma seguidora da filosofia SustenTS.

1. Preâmbulo
Basicamente, o objetivo de qualquer produção industrial é fabricar produtos de alta qualidade de forma a preservar os recursos e assim disponibilizá-los para o cliente. Então, as metas para melhorias da produção são a qualidade do produto e a eficiência de fabricação. O começo é obter alguma clareza sobre essas metas, os métodos de avaliação, as exigências e os seus desafios.
2. Qualidade do produto pela capabilidade do processo
Um processo está montado para fabricar um produto em grande porte e está ajustado para que o produto atenda às expectativas dos clientes, isto é, ele possui sua qualidade. Teoricamente, não deveria haver alterações na qualidade do produto quando não há alterações em nenhum parâmetro do processo ao longo do tempo de produção. Contudo, as qualidades dos produtos possuem suas faixas mais ou menos amplas e, nos tratamentos superficiais, as faixas de qualidades são geralmente mais e nunca menos amplas. Por quê?
Porque a maioria dos processos químicos de tratamentos superficiais é constituída de várias etapas, operadas com parâmetros flutuantes e com frequentes montagens de eletrólitos, soluções e/ou lavagens. Processos químicos são assim, não são? Alguns são, sim, como a maioria dos processos nos tratamentos superficiais. Alguns não são, como os processos químicos em reatores de fluxo ou até mais proeminentes, os processos nos seres vivos, os quais são estabilizados pelo equilíbrio de fluxo. Por exemplo, a temperatura do corpo humano saudável é 36,6 ± 0,7 °C; todo dia, toda semana, todo mês, por anos – ótimo – isso é o que estamos procurando!
2.1 Equilíbrio de fluxo → estado estacionário
O equilíbrio de fluxo (alemão: ‘Fließgleichgewicht’) resulta em estado estacionário (inglês: “stationary state’). O estado estacionário, onde todos os parâmetros ficam invariáveis, é o desejável para o processo, e o equilíbrio de fluxo seria a forma de se obter este estado, ou seja: um procedimento no qual substâncias, partículas ou energia continuam a fluir no sistema e fluem na mesma proporção – ou deixam o sistema de uma forma diferente, por exemplo, como resultado de uma reação – de modo que sua quantidade no sistema permaneça constante. A diferença líquida, entre o fluxo de entrada e saída, é constantemente quase zero no tempo, de modo que grandes ou pequenas quantidades podem ser convertidas no caso de fluxos em estado estacionário, desde que o total seja zero (definição pela Wikipedia Alemã).
Simplificando, tudo que sai do processo deve ser reposto imediatamente e tudo que entra deve ser removido de forma imediata.
Considere-se uma lavagem após uma zincagem alcalina, em uma linha de tambor rotativo, com 10 g/l Zn, 120 g/l NaOH, 50 g/l Na2CO3, 20 g/l aditivos ⇒ teor total 200 g/l de sais e orgânicos.
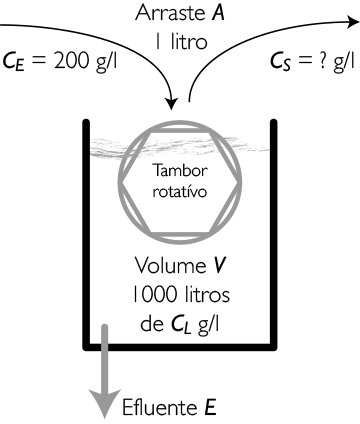
A lavagem é de 1000 litros e inicialmente foi montada com água limpa. O arraste é de 1 litro por ciclo:
- Entrada com 1 litro de arraste, com a concentração de 200 g/l ⇒ um teor de matéria é 200 g;
- Diluição de 200 g/l matéria, em 1000 litros da lavagem ⇒ adição na concentração por 0,2 g/l;
- Saída com 1 litro arraste com a concentração atual na lavagem CL, no primeiro ciclo é de 0,2 g/l;
- Saída de efluente de E litros por ciclo, com a concentração atual na lavagem CL e dedução da concentração, CL = CL - CL · (1 + E)/1000.
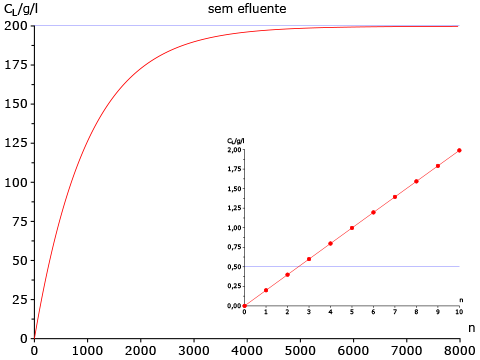
As etapas 1 a 4 se repetem. O diagrama mostra o curso da concentração CL de repetição do cálculo descrito sem fazer um litro de efluente por n ciclos até 8 mil. Inicialmente, a concentração aumenta rapidamente e no fim aproxima-se assintoticamente no valor de 200 g/l, isto é, o teor de matéria no arraste. Como a concentração é baixa no início, entra bem mais matéria do que sai por arraste. Portanto, quando a concentração na lavagem está chegando ao nível da concentração de arraste que entra, quase a mesma quantidade sai do que entra e, nessa altura, automaticamente, se estabeleceu o equilíbrio de fluxo, e a concentração permanece de forma estável.
Bem, uma lavagem com 200 g/l de concentração não mais é uma lavagem, mesmo que esteja em um perfeito estado estacionário. Na verdade, o limite hipotético de 0,5 g/l já é ultrapassado no terceiro ciclo, como mostra o digrama embutido. Contudo, a ideia desse exercício é demonstrar como é fácil estabelecer um equilíbrio de fluxo em uma estação essencial de tratamentos superficiais. Mas é inútil!
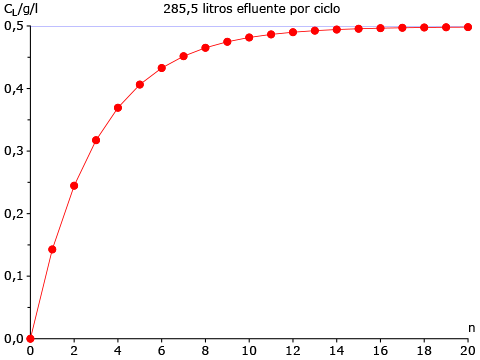
Calma, agora vamos fazer de efluente, por que não 285,5 litros por ciclo? O equilíbrio de fluxo está estabelecido em 20 ciclos e o limite hipotético de 0,5 g/l não foi ultrapassado – e nem vai ser em 10 mil ciclos. Porém, não estamos 100% satisfeitos, uma vez que 285,5 litros de efluente por ciclo é muito alto, e nem a concentração de 0,5 g/l no arraste saindo da lavagem é ótimo, porque significa um pH = 14 + lg(3· 0,5/200) ≈ 12.
Resumindo: operar uma lavagem em equilíbrio de fluxo não é muito complicado, somente o efluente deve sair continuamente. Agora, como efetivar a lavagem é assunto da sustentabilidade (v. item 3).
2.2 Capabilidade do processo e o seu índice Cpk
Um processo é uma combinação de ferramentas, métodos e recursos exclusivos empenhados em produzir uma saída mensurável. Por exemplo, em uma linha de eletrodeposição de zinco e passivação de parafusos, o zinco depositado nos parafusos possui uma espessura de camada e a passivação resulta em uma proteção contra corrosão, verificada na névoa salina.
Geralmente, os processos possuem uma variabilidade que pode ser avaliada por métodos estatísticos e a capabilidade do processo é um resultado de avaliação estatística de um processo no que diz respeito à especificação dos seus produtos. É expressa como índice de capabilidade do processo, Cpk. Para um Limite de Especificação Baixo (LEB) temos:
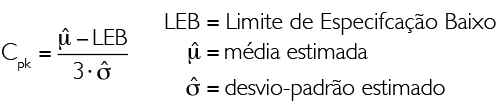
Esse é o padrão para todos os tipos de processos de produção, exceto para a indústria de tratamentos de superfícies. Por exemplo, a maioria dos fabricantes de equipamentos eletrônicos tentam com tudo manter seus processos com Cpk ≥ 2,0, o que significa pelo menos 6 sigma.
Há anos que a indústria automobilística alemã desejou para os seus aplicadores operarem os processos de tratamentos superficiais com um Cpk ≥ 1,33, o que significa pelo menos 4 sigma. Porém, ninguém chegou nessa altura. Talvez pela dificuldade de entender quais são as exigências para trabalhar nesse regime.
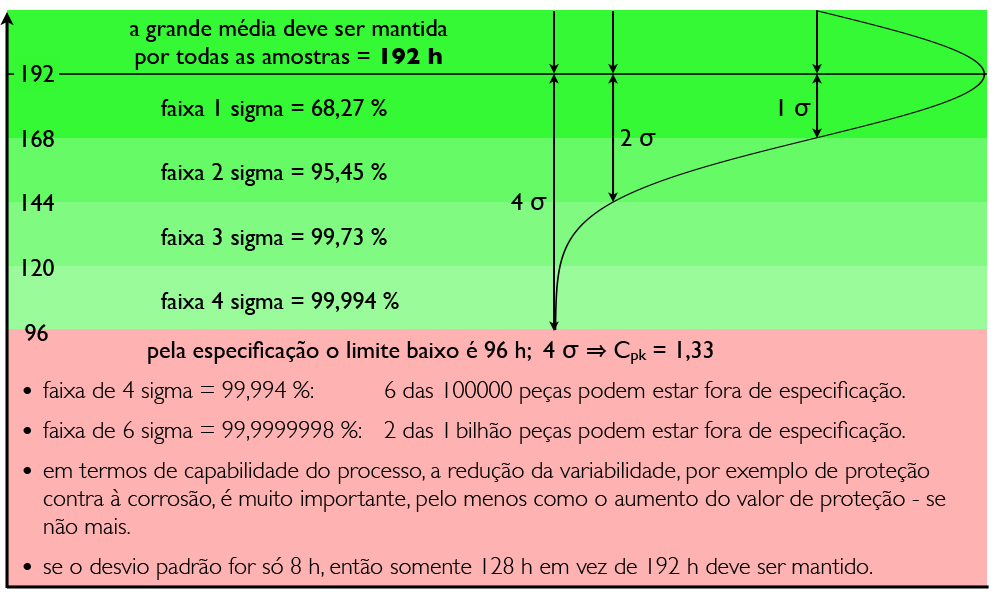
Considere-se uma linha de zincagem eletrolítica produzindo parafusos com uma resistência contra corrosão branca de pelo menos 96 h na névoa salina, com o desvio padrão de ±24 h.
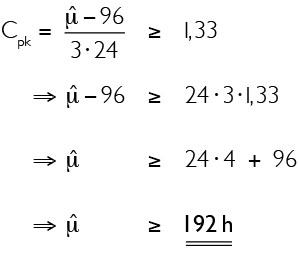
Na grande média, o valor de proteção contra corrosão deve ficar 4 vezes sigma = 4·24 h acima do limite especificado, nesse exemplo: 96 h. Então não basta atingir mais ou menos a especificação na névoa salina, precisa ser acima do valor especificado, com uma faixa de segurança de 4 sigma em respeito à grande média.
Assim, na avaliação de capabilidade, os resultados de proteção individuais entram somente na estatística, e não são utilizados de outra forma, e a estatística é que demanda as demais exigências ao processo.
- Os processos de capabilidade devem ser controlados ao longo do tempo;
- ‘Controlado’ significa dizer que os parâmetros do processo devem ser ajustados de forma a manter os resultados dentro de seus limites: concentrações, pH, temperatura, etc.;
- Ao longo do tempo significa dizer que não deve haver nenhuma descontinuidade na sequência dos parâmetros pertinentes ao processo.
O ponto 3 (descrito no parágrafo anterior) está em conflito com a maioria dos processos nos tratamentos superficiais, pois, com as montagens de novas lavagens ou outros banhos – como ativação ou passivação –, geraremos descontinuidades na sequência dos parâmetros – o problema aqui é que a função de distribuição muda com o tempo e, portanto, os resultados estatísticos são inválidos. Então, pode ser que o processo trabalhe muito bem, mas sem a base estatística fica difícil, se não impossível, provar isso pelo o índice Cpk.
Em outras palavras, a dificuldade de se comprovar a capabilidade dos processos de tratamentos superficiais não é causada por nossos processos, são inábeis. Não, é causada porque não conseguirmos fazer a estatística para processos descontínuos, que vale mais do que algumas horas.
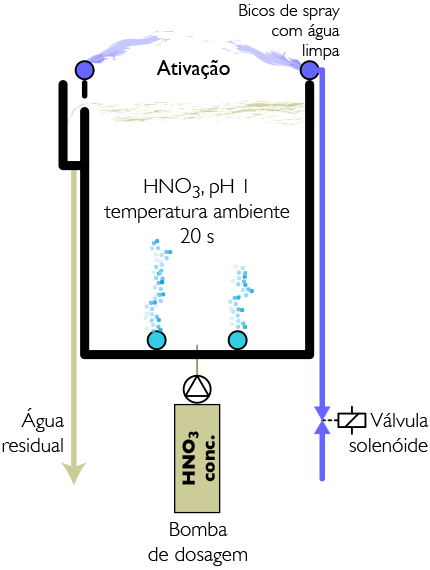
Consequentemente, todos os processos descontínuos devem ser transformados em processos contínuos, e, para reduzir a variabilidade, serem operados em seus respectivos equilíbrios de fluxo. Isso não é no nível de ciência do foguete nem é complicado demais (v. item 2.1 e veja, também, o exemplo de uma ativação nítrica de zinco antes de passivações de cromo trivalente).
Mais uma dica: a maioria dos processos de produção mecânica não possui uma facilidade tão fascinante como o equilíbrio de fluxo, mesmo assim, são de capabilidade. Também vamos conseguir com nossos processos de tratamentos superficiais e todo o esforço resultará em produtos com alta qualidade e de baixa variabilidade.
3. Eficiência de produção pela sustentabilidade
Considere-se que um copo de vidro cheio de leite cai no chão, por acidente. É a situação de insustentabilidade máxima – como a maioria dos acidentes são, devido a serem 100 % irreversíveis, nunca vamos conseguir consertar o copo e nem resgatar o leite para, por exemplo, alimentar animais, pois está cheio de cacos de vidro. Nem queremos pensar em quanto trabalho (energia) levaria para se limpar o leite derramado e respingado ao redor. Por justa causa, queremos evitar acidentes a qualquer custo, nem queremos derramar o leite deixando o vidro intacto, não é? Mas por que, então, operamos nossos processos de tratamentos superficiais de uma forma bem parecida (substitua derramar por arrastar) – óleo de início ao fim, matérias, algumas em banhos que trabalham melhor quando limpos (misturas horizontais) e substâncias quaisquer da linha diluídas em dezenas de toneladas de efluentes por dia (mistura vertical) – 100 % irreversíveis, isto é: sem opção de recuperação.
A princípio, a sustentabilidade é um atributo de ciclo de vida de todos os materiais: matérias, intermediários, água, portadores de energia e recursos humanos envolvidos. No caso ideal de um ciclo de vida 100 % sustentável, os recursos nunca se esgotariam. No entanto, os produtos que saem da fabricação e entram nesse ciclo global não fazem mais parte da sustentabilidade de seus processos de produção. No contexto de tratamentos superficiais, a sustentabilidade se manifesta na quantidade de resíduos não-recicláveis.
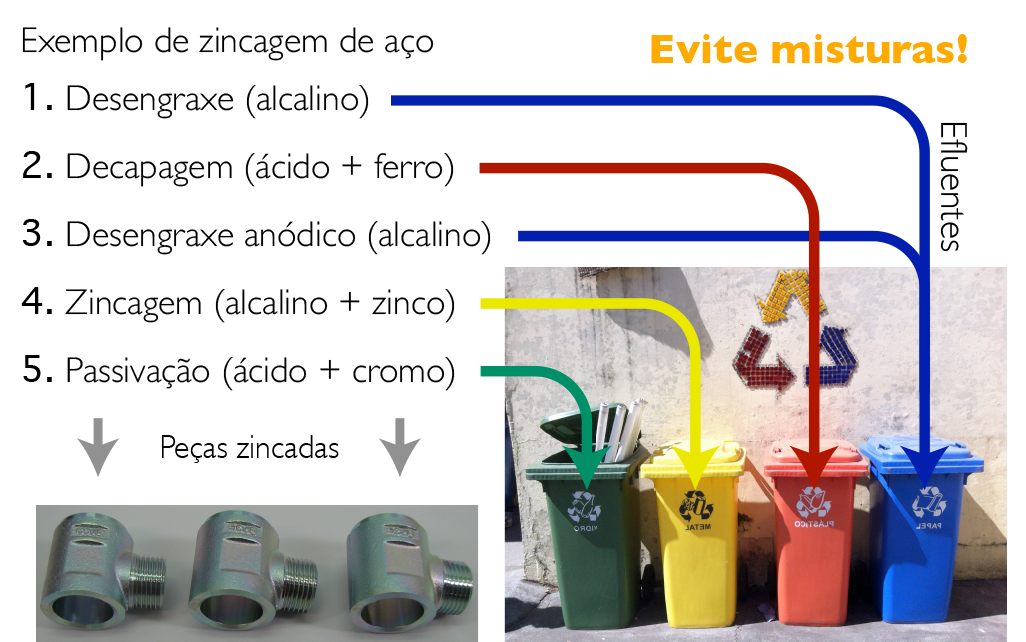
Reciclagem de misturas com tudo, de todos os processos, excessivamente diluídas, é impossível, e as regras gerais são: reduzir a quantidade das matérias arrastadas, não misturar e não diluir!
Vale ressaltar: a sustentabilidade está ligada aos resíduos e não exatamente com os produtos químicos utilizados. Por exemplo, um processo de cromo hexavalente isento de efluentes e resíduos é 100% sustentável, entretanto, um processo de cromo trivalente com toneladas de efluentes não é. Um processo de cobre cianídrico com pouco efluente após eliminação de cianeto é mais sustentável do que um processo de cobre alcalino sem cianeto, que gera excesso de banho, e toneladas de efluente cheio de fosfonato de cobre.
Nos tratamentos superficiais, a sustentabilidade se manifesta na efetividade das lavagens e na utilização de sistemas de regeneração, como filtração, separadores de óleo, de carbonato, de sulfato, trocadores de íons, etc. Processos químicos que permitem regeneração na linha são favoráveis. Por sua vez, eletrólitos, que precisam ser parcialmente descartados para dar continuidade na operação, são desfavoráveis. Dizendo isso, os sistemas de regeneração são específicos para cada processo e não serão tratados em detalhes neste artigo.
Um sistema de pré-tratamento muito importante deve ser mencionado pelo menos uma vez: os removedores de óleo antes de as peças entrarem na linha de tratamentos superficiais, ou seja, centrifugação para peças pequenas ou peneiração para peças maiores – e as duas assistidas por ar quente. Cada litro de óleo que não entra na linha e pode ser retornado para o fabricante das peças melhora a sustentabilidade em si.
Vamos discutir, em detalhes, as lavagens.
3.1 Tecnologia de lavagem
O efeito da lavagem é diluir o arraste. Ressaltando o exemplo do item 2.1, de um litro de arraste com 200 g/l por litro de matéria, diluído em 1000 litros de lavagem, concluímos mais uma vez que a concentração na lavagem pode ser aumentada por 0,2 g/l.
• Lavagem tripla
Caso o volume de lavagem seja de 3000 litros, o aumento seria 200 g / 3000 l = 0,067 g/l. Caso separássemos a lavagem de 3000 litros, com 2 paredes, em 3 compartimentos de 1000 litros cada, tornando-a uma lavagem tripla, os aumentos de concentrações seriam:
Lavagem 1: 200 g / 1000 l = 0,2 g/l
Lavagem 2: 0,2 g / 1000 l = 0,0002 g/l
Lavagem 3: 0,0002 g / 1000 l = 0,0000002 g/l
Por que 0,0000002 g/l (0,2 µg/l) e não 0,067 g/l, utilizando o mesmo volume de água? Isso mesmo; e somente pelas 2 paredes e lavagem em 3 etapas, a efetividade foi melhorada por um fator de 0,067/0,0000002 = 335000 – em palavras: trezentos e trinta e cinco mil!
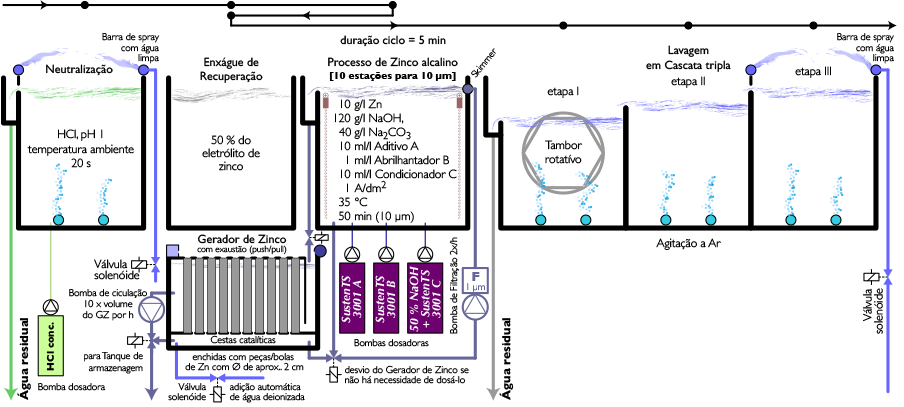
• Cascata tripla
A cascata tripla é uma lavagem tripla com contra fluxo pelo transbordo de água limpa entrando na última etapa e saindo como efluente na primeira etapa de lavagem. Lavagens devem ser homogeneizadas para a função ótima e queremos equipar cada etapa com agitação a ar. Na última etapa, a água limpa pode ser adicionada pelas barras de spray e, em qualquer forma, o fluxo deve ser controlado com um válvula solenóide controlada pelo temporizador.

O temporizador é acionado pelo sensor de luz em cada ciclo de tratamento e ele abre a válvula solenóide, por um tempo definido, para estabelecer o equilíbrio de fluxo (v. item 2.1).
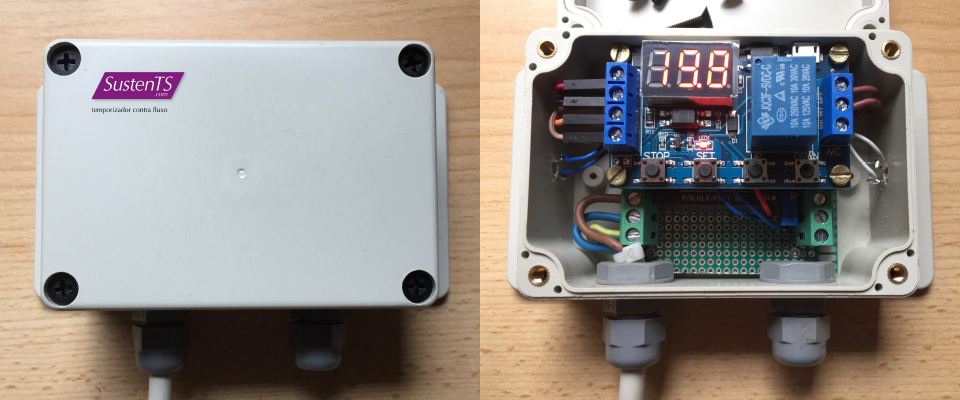
Temporizador para controlar o fluxo de água nas lavagens e outros banhos nos tratamentos superficiais para reduzir os gastos de água e também ajustar o equilíbrio de fluxo
Vamos comparar as lavagens em cascata com a lavagem única ao longo tempo, com os mesmos parâmetros do que no item 2.1, ou seja: arraste de 1 litro por ciclo, com uma concentração de 200 g/l na entrada e 1000 litros de volume em cada etapa. O efluente na primeira etapa é ajustado pelo temporizador para 10 litros por ciclo.
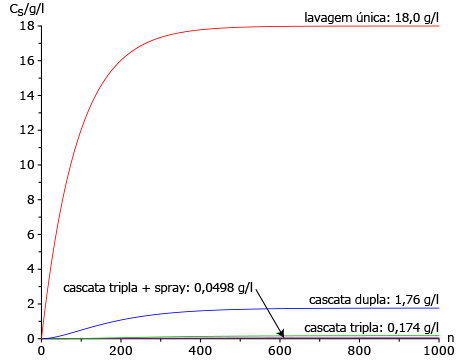
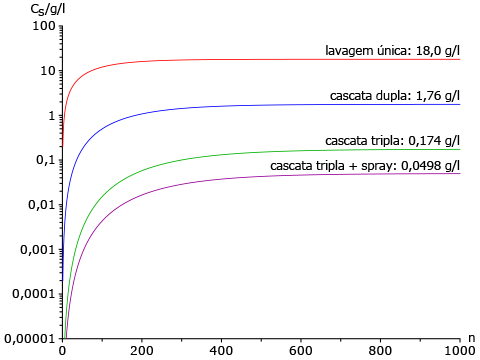
Na lavagem única, o limite hipotético de 0,5 g/l ja está ultrapassado no terceiro ciclo e, no equilíbrio de fluxo, a concentração se estabelece num nível de 18,0 g/l. Na cascata dupla, o estado estacionário de concentração no arraste da saída é de 1,76 g/l, e na cascata tripla é de 0,174 g/l.
Um barramento de spray não possui a mesma efetividade do que uma lavagem de imersão. Considerando uma efetividade de 25 % no estado estacionário, a concentração no arraste, após o spray acima da terceira etapa da tripla cascata, fica em 0,0498 g/l.
• Enxágue de recuperação
Um enxágue de recuperação não possui entrada de água limpa nem saída de água residual. O enxágue é realizado antes e depois do banho de processo ativo.
Considera-se um processo de zinco alcalino, que possui teor total de sais e orgânicos em torno de 200 g/l.
A concentração de matéria no arraste de entrada no enxágue após a neutralização é de quase 0 g/l. A concentração no arraste de entrada no enxágue após a zincagem é de 200 g/l ⇒ média 100 g/l (50%). Assim, a carga de matéria que entra na lavagem e as próximas etapas pelo arraste são reduzidas para a metade, ou seja, no estado estacionário, a concentração no arraste, após o spray acima da terceira etapa da tripla cascata, é de 0,0249 g/l comparada a 0,0498 g/l sem enxágue de recuperação. E a perda de banho de zinco pelo arraste é de metade – impossível discutir uma redução de preço de anodo de zinco para a metade junto ao fornecedor.
Para chegar na mesma efetividade do que da lavagem em cascata tripla com spray e com enxágue de recuperação, uma lavagem em cascata dupla simples deve gerar 8 vezes mais efluente. No entanto, a função do enxágue de recuperação não se limita à recuperação por meio do arraste, mas também é importante:
- Reduzir a entrega de matéria dos processos anteriores (óleo do início; tensoativos do desengraxe, ferro da decapagem; complexantes do desengraxante anódico; etc.) para a metade;
- Condicionar o filme interfacial nas peças para o meio do eletrólito antes de ligar a corrente. É importante porque muitas manchas na eletrodeposição de metais são causadas no início devido ao pH (e atividade de outros íons) na superfície das peças, é bem diferente do que o do eletrólito.
Enxágues de recuperação também podem ser utilizados com outros processos de tratamentos superficiais e com as mesmas vantagens. Lembrando que níquel, cobre e estanho são muito mais caros do que o zinco.
3.2 Energia e sustentabilidade
Voltemos um instante no acidente com o copo de vidro cheio de leite. Nesse exemplo, encontramos, na prática, o que se chama de ‘aumento de entropia na termodinâmica’, ou seja, desintegração de um conjunto bem organizado (copo com leite) em peças e gotas espelhadas ao redor, desorganizadas. Não é exatamente irreversível desde que, com muita energia e umas perdas inevitáveis, poderíamos restituir um copo menor com menos leite – transferir toda a meleca em uma peneira, guardar o leite, lavar e fundir os cacos de vidro, soprar um novo copo e filtrar o leite dentro do copo: entropia reduzida pelo gasto de muita energia (e esforço) – processo pouco viável.
Fazendo comparação com o processo pouco viável citado anteriormente, nos tratamentos superficiais temos oportunidades mais fáceis, reduzir a entropia ⇒ aumentar a sustentabilidade com energia. O contra fluxo nas lavagens em cascata é um exemplo, desde que o contra fluxo retorne uma certa quantidade de matérias diluídas na segunda e terceira etapas e pelo spray do arraste, na saída na primeira etapa – lembrando que a diluição é um aumento de entropia grave.
Em caso de processos quentes, com bastante evaporação, podemos aproveitar a energia já gasta por aquecimento do banho e repor a perda pela evaporação por água de lavagem. O efeito é o de que a matéria previamente diluída na lavagem (aumento de entropia) será retornada e, assim, concentrada no banho ativo (restaura a entropia ⇒ melhora a sustentabilidade).
3.3 Combinação de desengraxe químico+anódico
Empenhando todas as técnicas descritas acima, a SustenTS disponibiliza em seu site um simulador gratuito, de modelo de uma combinação de desengraxe químico+anódico.
(https://sustents.com/pt/simulations/):
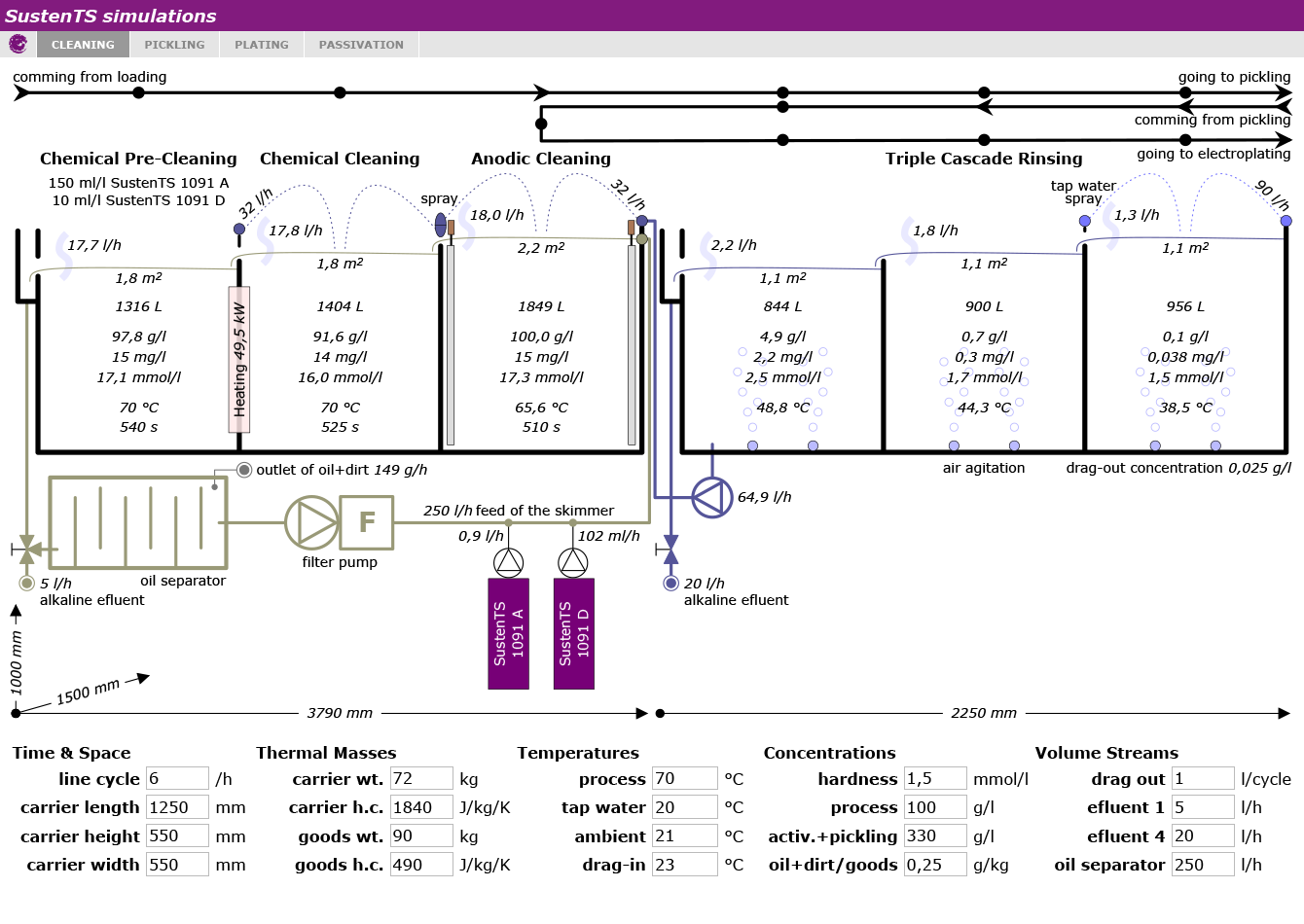
Dependo da carga, da temperatura e da dureza da água limpa, pode ser operado com pouco ou até isento de efluente (no exemplo 20 l/h) e com uma vida útil quase infinita. Assim, o gasto de produtos de desengraxe demulgante/complexante é minimizado.
O óleo e parte da sujeira são retirados pelo separador de óleo e a poeira pela filtração. Combinar os desengraxes químico+anódico reduz o espaço ocupado na linha e o desengraxe anódico também é operado quase isento de efluente. O esquema de cascata + spray também está empenhado no próprio processo e não somente nas lavagens. Assim, toda a sujeira se acumula na primeira etapa e isso facilita a sua distinção pelo separador de óleo e pela filtração.
No simulador, os parâmetros da simulação podem ser alterados nos campos de entrada abaixo do esquema do processo. Os resultados são atualizados de forma imediata e apresentados em tempo real.
Consideramos que o sistema é um exemplo de como a energia pode ser bem investida quando é utilizada para reduzir a entropia ⇒ aumentar a sustentabilidade. Uma temperatura mais alta no desengraxe, aumenta a evaporação e, consequentemente, mais água de lavagem pode ser retornada para o processo. Portanto, a quantidade de efluente, que deve ser gerada para deixar a concentração no arraste de saída abaixo do limite, pode ser menor.
O sistema automaticamente se estabelece em um estado estacionário pelo equilíbrio de fluxo e, assim, está perfeitamente situado para a comprovação estatística de capabilidade do processo. É um exemplo de excelência, ou seja, de capabilidade do processo e sustentabilidade nos tratamentos de superfícies.
4. Resumo
Nos tratamentos de superfície, a capabilidade do processo e a sustentabilidade são as duas faces da mesma moeda. Existem apenas 2 requisitos essenciais para cumprir a missão:
1. Estabelecer um estado estacionário pelo equilíbrio de fluxo;
2. Evitar e/ou retornar diluições e misturas.
Qualquer dúvida entrar em contato com sustents.com
*O Dr. Rolf Jansen é alemão, vive e trabalha no Brasil desde 2005. Estudou química na Universidade de Duisburg (Alemanha) e obteve um Doutorado lá com sua pesquisa eletroquímica. Trabalhou para a SurTec Alemanha na Pesquisa e Desenvolvimento e foi diretor de pesquisa da SurTec International, em 2005. Em 2012, saiu da SurTec e fundou a empresa Cyclaero. No início de 2023, a Cyclaero se juntou com Quimidream, Hook e Green Palm fundando a filosofia SustenTS - Sustentabilidade nos Tratamentos Superficiais.
![]()






