
Uma das principais dúvidas dos anodizadores está na escolha da selagem, assim, apresentamos este guia para auxiliar a encontrar a melhor opção para as suas peças

João Ricardo Baptista
Diretor técnico da CPA desde 2000. Atua na área de desenvolvimento de novos produtos, processos e soluções técnicas para anodização e coloração do alumínio. Especialista nos processos de coloração, anodização, anodização dura (tipo III), corrosão de metais e sistemas para recuperação de ácidos e metais em banhos galvânicos de níquel e cromo.

A escolha do tipo de selagem é um dos fatores mais importantes no Processo de Anodização e uma das maiores dúvidas dos anodizadores.
Para compreender o mecanismo de selagem, tentamos visualizar a estrutura de uma camada de óxido de alumínio anodizado ao imaginar uma pilha de canudos juntos ou uma colmeia de abelha, posicionados em pé, na superfície do alumínio. Tendo essa imagem em mente é fácil ver que, para proteger o alumínio, os canudos ocos têm de ser selados – fechados; pois, de outra forma, elementos corrosivos simplesmente atacariam a base do alumínio.
Não só o alumínio não selado corrói rapidamente, mas também manchará de forma rápida, criando, inicialmente, pontos brancos de oxidação.
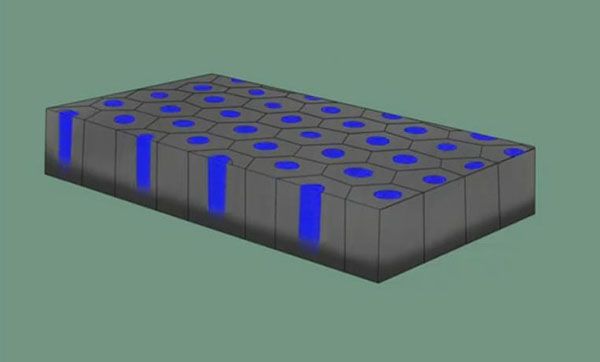
Alumínio Anodizado
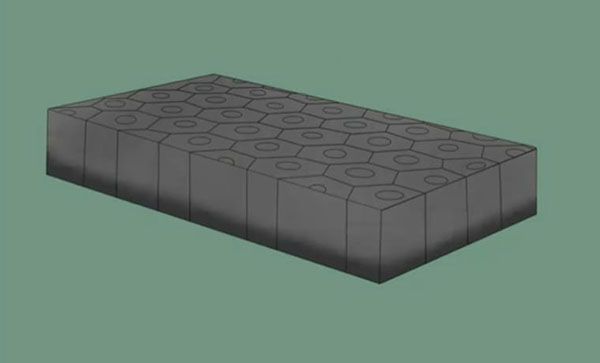
Alumínio Anodizado Selado
Métodos e tipos
Basicamente, existem dois métodos de selagem. O primeiro faz com que os poros inchem e se fechem. Para fazer isso as peças são simplesmente mergulhadas em água quente. Água quente com o pH correto irá hidratar o óxido de alumínio e fazer com que os poros se fechem. Esse método é chamado hidratação.
Já o segundo método usa precipitação química para fechar os poros. Um exemplo é quando um sal metálico, normalmente acetato de níquel, é adicionado ao banho de selagem. O hidróxido de níquel precipita dentro do poro para tampá-lo.
No mercado existem diversos tipos de selagem tais como:
? Selagem com água quente;
? Selagem com água quente + saís de níquel;
? Selagem a média temperatura com aditivos, isenta de níquel;
? Selagem a média temperatura com metais (Mg) + aditivos;
? Selagem a média temperatura com sais de níquel;
? Selagem a temperatura ambiente à base de flúor e níquel;
? Selagem a temperatura ambiente à base de sulfato de níquel + cobalto;
? Selagem a temperatura ambiente à base de flúor de acetato de níquel.
? Etc.

Se você colore com corantes orgânicos, aconselha-se a usar uma selagem contendo níquel • crédito foto CPA
Como escolher?
A escolha da melhor selagem pode ser uma decisão amedrontadora. Há tantos produtos químicos para se escolher... Cada um tem seus pontos positivos e negativos e, às vezes, isso pode ser confuso. Ademais, muitas vezes, é preciso atender as especificações de resistência às quais as peças serão submetidas.
A primeira questão é perguntar a si mesmo: você colore com corantes orgânicos? Se fizer isso, aconselha-se, então, a usar uma selagem contendo níquel. Sem esse elemento, você descobrirá que o corante tende a desprender-se (sangrar) de seu revestimento durante a selagem.
Há três tipos mais comuns de selagens de níquel:
? A primeira é de acetato de níquel quente, acima de 90 °C;
? A segunda é de acetato de níquel em temperatura média, por volta de 60 a 80 °C;
? A terceira é de fluoreto de níquel em temperatura de 27 a 33 °C;
Existem outros métodos com sulfato de níquel, sais de magnésio, entre outros, mas são utilizados em menor quantidade.
Problemas associados com selagens de acetato de níquel quente são smut (pó branco), pequeno tempo de vida do banho, tempo de selagem longos, e altos custos de energia. Às vezes, uma selagem de acetato de níquel quente será usada a temperaturas mais baixas, como uma pré-selagem. Se forem usadas dessa maneira, elas devem ser seguidas de um tratamento onde a selagem real acontecerá. Nesse processo, a adição de Anodal SH-1 auxilia no processo de selagem, assim como previne e remove a formação do smut.
Selagens à média temperatura controlam melhor o smut e têm vida útil maior que os produtos de alta temperatura, mas tendem a fazer espuma quando agitadas com ar. Essa espuma é causada por substâncias que compõem a formulação do produto. Essa variedade de selagem é amplamente usada na indústria. O tempo de processamento é de, geralmente, dez minutos. O banho dura um longo tempo e a temperatura é controlável. O maior problema é, realmente, a espuma.
Selagens a base de flúor/níquel têm uma qualidade superior aos demais métodos, mas os controles devem ser mais precisos, principalmente, a qualidade da água e a concentração da selagem, do pH e do flúor – que pode ser medido através de um fluorímetro ou por colorimetria. A temperatura ambiente baixa, entre 27 e 33 °C, normalmente, aliada a um baixo tempo de selagem, cerca de 10 minutos, são um atrativo para este tipo de selagem.
Processos com dupla selagem (precipitação + hidratação) têm sido uma boa opção caso tenham que ter características excepcionais de solidez, à corrosão, luz ou intempéries, além de evitar problemas com manchas e marcas de digital. Esse método também é utilizado para peças que serão submetidas a processos de esterilização em autoclave – nesse caso, um produto como o Anodal SH-1 ou o Lumini SI deve ser incorporado na segunda fase.

O mercado já disponibiliza novas selagens sem níquel com boa qualidade crédito foto Minimademalis
Dicas e Conclusão
Devido às crises econômicas mundiais o valor do níquel está em um patamar muito elevado, aliado a custos de tratamento de efluentes surgiu a necessidade dos desenvolvimentos de novas selagens isentas do metal, assim, novos produtos já são encontrados no mercado e podem ser uma alternativa para empresas que tenham essa necessidade, principalmente se não são utilizados corantes orgânicos.
A qualidade da água de montagem, assim como as condições de pH e de temperatura devem ser respeitadas para garantir qualidade e repetibilidade no processo.
A utilização de água deionizada aumenta a vida útil do banho e garante uma selagem superior, se comparada com águas de baixa qualidade. Fosfatos, silicatos e sulfatos são contaminantes que podem comprometer muito a qualidade das selagens. As águas das lavagens também têm importância fundamental, tanto na qualidade como na vida útil das selagens, pois visam controlar o arraste de contaminantes para o banho.
O smut pode ser uma dor de cabeça. Ele pode ter origem na própria anodização, camada mole ou queima, ou na falta de neutralização antes de anodização. O desbalanceamento dos compostos também é um fator, adição de um aditivo, como o Lumini NS-1, ou um corte, pode ser necessário.
Sistemas de filtragem com carvão ativo podem ser adicionados em alguns tipos de selagens, principalmente em selagens à base de flúor/níquel, isto aumenta a durabilidade do banho.
Peças que são anodizadas pelo Tipo III (anodização dura), normalmente, não são seladas. Algumas normas podem exigir selagens com PTFE (teflon) ou selagens que contenham níquel, em caso de peças coloridas.