
Os detalhes da técnica, especialmente em camadas decorativas que utiliza, em sua maioria, metais como material evaporado/sublimado; processo também chamado de metalização em vácuo

Walter Fernandes Correa Filho
Consultor para implantação e otimização de tecnologias de sistemas de vácuo

Resumo
O recobrimento de peças em vácuo é um processo realizado dentro de uma câmara hermética com a pressão muito reduzida em relação à pressão atmosférica. Ocorre com a evaporação (Sólido: Líquido: Vapor) ou sublimação (Sólido: Vapor) de uma substância e a posterior condensação sobre as superfícies dos substratos. É também chamado de deposição de filmes finos, pois a espessura da camada depositada, normalmente, não é maior que 0,1 μm.
Abstract
It’s a process carried out inside a hermetic chamber with very low pressure in relation to atmospheric pressure. It occurs with the evaporation (Solid: Liquid: Vapor) or sublimation (Solid: Vapor) of a substance and the subsequent condensation on the surfaces of the substrates. It’s also called thin film deposition because the thickness of the deposited layer is usually less than 0.1 μm.
O recobrimento de peças em vácuo é um processo realizado dentro de uma câmara hermética com a pressão muito reduzida em relação à pressão atmosférica. Ocorre com a evaporação (Sólido: Líquido: Vapor) ou sublimação (Sólido: Vapor) de uma substância e a posterior condensação sobre as superfícies dos substratos. É também chamado de deposição de filmes finos, pois a espessura da camada depositada, normalmente, não é maior que 0,1 µm.
Existem basicamente três finalidades para utilização desta técnica:
• Camadas decorativas (ex.: acessórios de móveis, calçados, vestuário e brinquedos, componentes sanitários);
• Camadas técnicas (ex.: refletores de faróis e lanternas automotivas e revestimento antirreflexo em lentes);
• Camadas funcionais (ex.: moldes de injeção, ferramentas de corte, preparação de amostras para microscopia e produção de semicondutores).
Neste artigo vamos falar sobre as camadas decorativas que utilizam, quase exclusivamente, metais como material evaporado/sublimado; por isso, o processo é comumente chamado de metalização em vácuo.
Equipamentos
Os equipamentos usados neste setor têm câmaras cilíndricas metálicas com diâmetros de 0,5m até 2,5m, em configuração horizontal ou vertical. Possuem um sistema planetário como porta substratos o que garante um significativo aumento do número de peças em cada ciclo. É importante destacar que na metalização em vácuo o custo por ciclo é praticamente fixo e não depende do número de peças dentro da câmara.
Para atingir o nível de vácuo necessário para a evaporação/sublimação é preciso a utilização de três tipos de bombas:
- Bomba rotativa de palhetas seladas com filme de óleo, chamada de bomba de pré-vácuo. Ela permite ir da pressão atmosférica (1.000 mBar) até a faixa de 0,1 mBar;
- Bomba tipo Roots, chamada de ‘booster’. Ela acelera muito a queda da pressão até a faixa de 0,01 mBar;
- Bomba por difusão, chamada de difusora. Permite sair da faixa de 0,01 mBar, e atingir a faixa de 0,0001 mBar onde o processo pode ser realizado.


Exemplo de equipamento na configuração horizontal


Exemplo de equipamento na configuração vertical
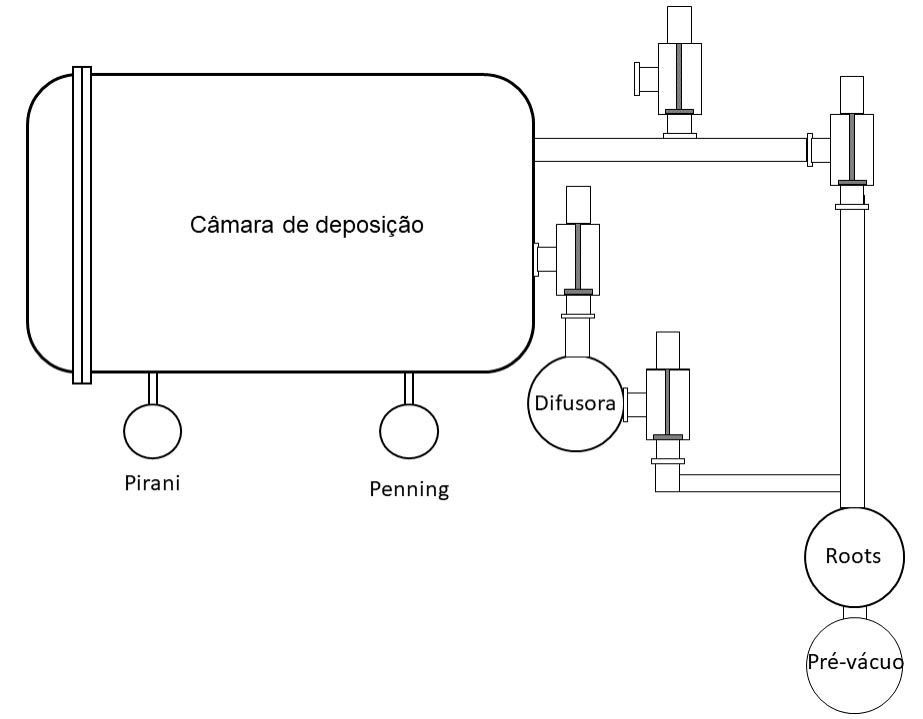
Diagrama típico da disposição das bombas, válvulas e medidores
Os equipamentos possuem válvulas de isolação que, automaticamente, permitem inicialmente o fluxo pela bomba de pré-vácuo, em seguida, em série com a bomba Roots e, finalmente, em série pelas três bombas. Ao final do ciclo, uma válvula é aberta, e a câmara retorna para pressão atmosférica. Esse nível de vácuo (0,0001 mBar) é necessário para que o oxigênio da atmosfera seja reduzido, de forma a não reagir com os metais evaporados/sublimados, permitindo que esses materiais cheguem aos substratos com a maior velocidade possível (diminuindo o número de choques com outras moléculas da atmosfera).


Exemplos de ‘satélites’ montados para o sistema planetário
Um aspecto muito importante é como medir níveis tão baixos de pressão, uma vez que não existe nenhum medidor ‘mecânico’ com sensibilidade suficiente. A alternativa é recorrer a medidas indiretas das pressões com, normalmente, dois tipos de instrumentos:
- Medidor por condutividade térmica, chamado Pirani. Conforme a pressão diminui, a capacidade de um gás conduzir calor também diminui – por existirem menos moléculas para levar o calor de um lado para outro (‘garrafa térmica’). Então, se medirmos a capacidade de transferir calor de um gás podemos extrapolar a pressão;
- Medidor por condutividade elétrica, chamado Penning. O medidor Pirani mede da pressão atmosférica até 0,001 mBar, abaixo da qual a condutividade térmica quase não se altera, valor ainda insuficiente para medir a pressão adequada para a evaporação/sublimação – então, se recorre à condutividade e elétrica. Da mesma forma que pressões menores implicam em menor transferência de calor, elas também implicam em menor capacidade de conduzir correntes elétricas. Se medirmos a capacidade de um gás transmitir correntes elétricas podemos medir, indiretamente, a pressão. A faixa de operação deste tipo de medidor vai de 0,01 até 0,000000001 mBar, o que permite um perfeito controle do processo.
A deposição em peças plásticas e metálicas
Com uma camada depositada tão fina, no caso de decorativa de 0,05 a 0,07 µm, qualquer imperfeição na superfície do substrato acaba sendo ‘revelada’. Para efeito de comparação, essa dimensão é da mesma ordem, ou pouco maior, que o tamanho das moléculas de plásticos.

Como se pode ver na imagem, até mesmo uma impressão digital é ‘espessa’ em comparação com a camada depositada
Peças plásticas, mesmo as injetadas em moldes polidos, ficarão sem brilho devido à rugosidade das superfícies. Peças plásticas para camadas técnicas e funcionais podem ser injetadas em moldes espelhados e as metálicas podem passar por um processo de polimento mecânico prévio. No caso de camadas decorativas isso não é viável, pelo alto custo envolvido.
Em peças para camada decorativa, a solução adotada é aplicar e curar um verniz (base) antes da deposição, deixando as superfícies como se fossem vitrificadas. Isso traz a vantagem de se poder utilizar substratos em qualquer tipo de plástico – como ABS, PP, PU, acrílico, etc. – ou metais, como alumínio, zamak, ferro, aço, etc., bastando escolher um verniz compatível.
São duas técnicas utilizadas para deposição das camadas decorativas, seja para peças plásticas ou metálicas:
1. Evaporação térmica com a utilização de filamentos de tungstênio com pequenas quantidades do material a ser depositado. Os filamentos, ao serem aquecidos resistivamente, com passagem de corrente elétrica, fazem o material evaporar ao atingir a temperatura adequada.
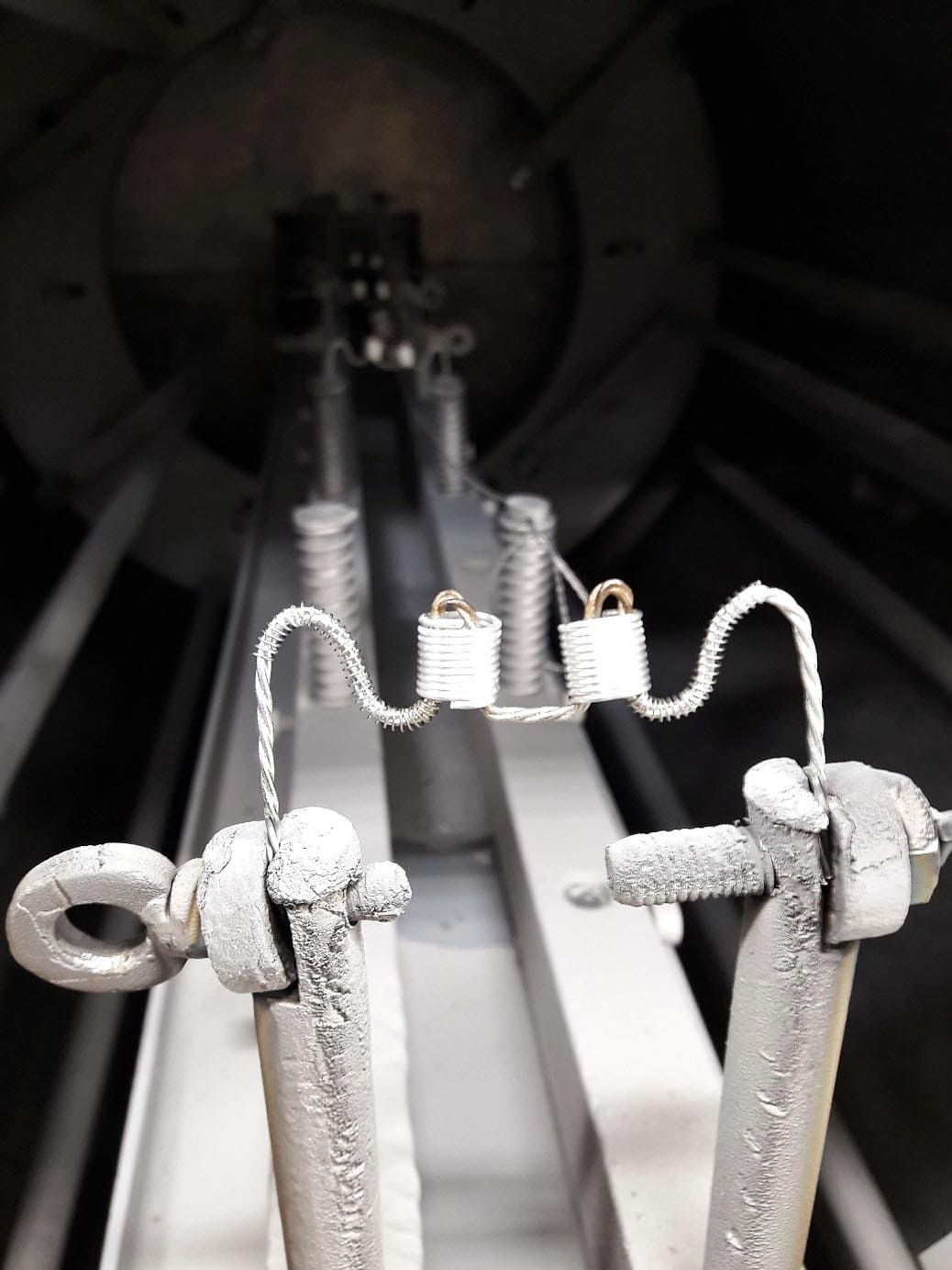
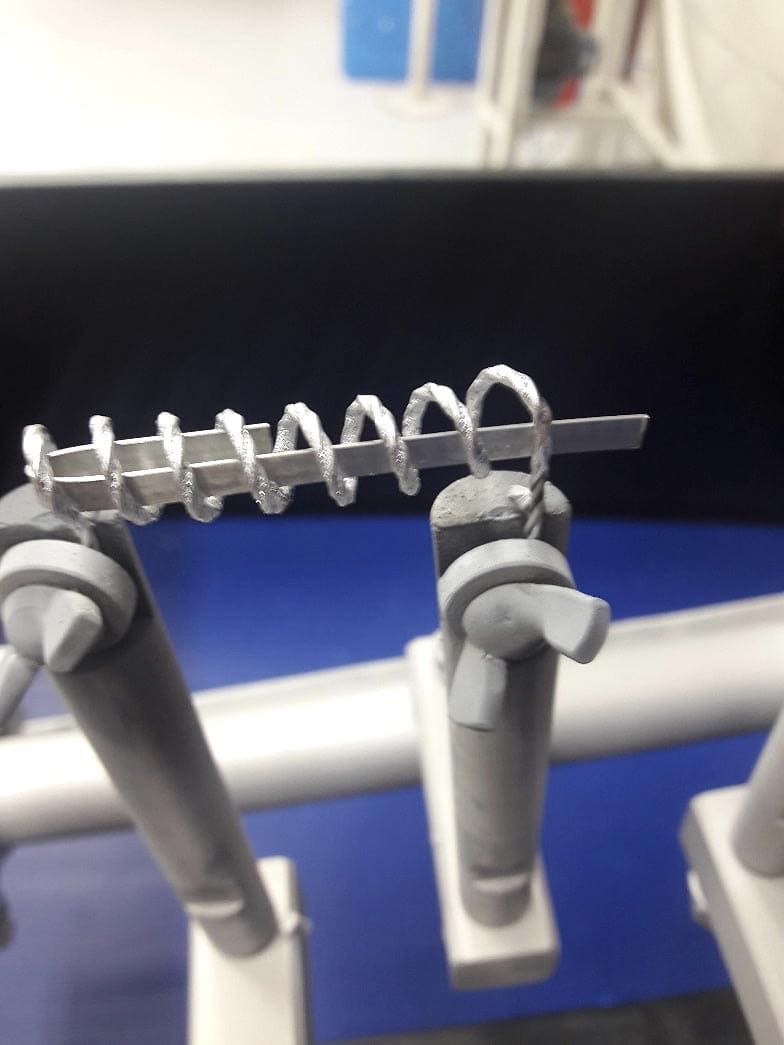
Exemplos de filamento de tungstênio, nestes casos, com alumínio, que evapora em cerca de 1.200° C
2. Pulverização catódica (‘sputtering’). O material a ser depositado é colocado na forma de uma placa (alvo), selando uma caixa hermética contendo um sistema magnético refrigerado com água. Ao se aplicar uma voltagem DC negativa nessa placa, são produzidos íons positivos que irão se chocar com ela, sublimando o material. Para aumentar a eficiência, um pequeno fluxo de argônio é mantido durante o processo.

Visão de um alvo sendo bombardeado por íons de argônio, o campo magnético é o que faz o plasma ficar preso junto a ele – foto tirada pelo visor da porta.
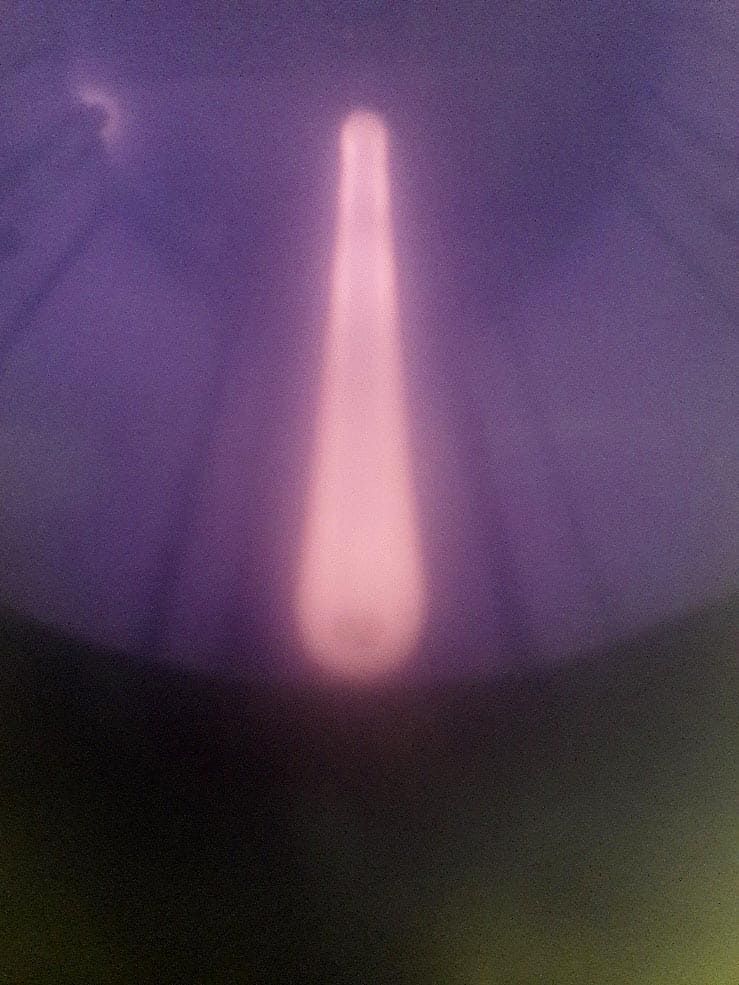
Processo de limpeza iônica (‘glow discharge’) em um equipamento de deposição em vácuo – foto tirada pelo visor da porta
Considerações finais
Existem ainda algumas situações a serem consideradas na deposição das camadas decorativas:
- Aderência da camada ao verniz base. Todos os materiais expostos à pressão atmosférica (substratos, câmara, porta substratos, etc.) vão ter uma camada de moléculas de gases e água adsorvidas nas superfícies (água devido à umidade do ar). Com a diminuição da pressão, os gases como nitrogênio e oxigênio (> 99% da atmosfera) são facilmente removidos, porém o mesmo não ocorre com as moléculas de água. Por ser uma molécula polar existe uma ‘força’ de aderência entre ela e todas as superfícies. Mesmo no vácuo adequado para a deposição (0,0001 mBar) teremos uma camada de água prejudicando a aderência. Por isto é necessária uma limpeza por meio de plasma para a remoção dessa camada.
- Resistência da camada à abrasão. Na grande maioria das camadas decorativas, o metal utilizado é o alumínio, vindo, em um segundo lugar distante, as ligas de cobre e, mais longe ainda, o aço inox. Esses metais são macios e com camadas tão finas eles vão desgastar somente pelo manuseio, então, é necessário aplicar algum tipo de proteção para aumentar a resistência. Novamente é utilizado um verniz por cima da camada (top). Esse verniz, além de aumentar a resistência à abrasão, permite colorir, produzindo cores como cromo, dourado, azul metálico e outras.
- Custo operacional. Em um equipamento pequeno – câmara com 1,1m de diâmetro – é possível metalizar, por exemplo, cerca de 400 saltos de sapato alto por ciclo. A potência elétrica média é de 35 kW. A quantidade de alumínio consumida é menos de 3g por ciclo e podem ser feitos até 4 ciclos por hora.
- Meio ambiente. É um processo livre de qualquer efluente que precise ser tratado, pois tanto o resíduo de alumínio, dentro da câmara, como o de verniz podem ser reaproveitados.
Walter Fernandes Correa Filho
Formação em Física pelo Instituto de Física da Universidade de São Paulo. Trabalhando desde o início dos anos 1980 com sistemas de vácuo, especialmente deposição de filmes finos. Experiência de trabalho nos maiores fabricantes mundiais de componentes e sistemas de vácuo, com vários treinamentos e estágios na Alemanha, EUA, França e Itália. Projeto, fabricação e instalação de centenas de equipamentos com tecnologia de vácuo, sendo mais de 200 para deposição de filmes finos. Consultoria para otimização de processos, treinamento e manutenção para grandes empresas usuárias de equipamentos com tecnologia de vácuo, como Lorenzetti, Hydra-Corona, GE, Balteau, WEG, Cargill, Teneco, INB, Nuclep, Angra II, Petrobras e muitas outras.







