
Dr. Holger Sahrhage
Coventya, Alemanha
Tradução: Diego Boff; Supervisor Técnico e de Desenvolvimento da Coventya
Abstract
Electrodeposited zinc-nickel coatings are broadly used as sacrificial coatings for steel since many years in the automotive industry and for other high corrosion resistant applications. The best corrosion resistance is obtained with ZnNi deposits having 12 – 15 % Ni in the alloy. Many studies were performed showing the influence of nickel content in the alloy1. In industrial plating electrolytes other metals than Zn and Ni can be present. In alkaline zinc-nickel electrolytes mild steel is usually used as anode material, even though the most advisable is the use of nickel anodes or iron covered with nickel. Depending on electrolyte composition and plating conditions more or less iron can be dissolved by anodic dissolution into the electrolyte. It is well known that the iron is codeposited into the zinc nickel alloy, but the effect on the alloy properties was never systematic investigated.
In this study the influence of up to 800 mg/L iron in commercially used alkaline zinc nickel processes is investigated. Up to 8% iron is amorphously codeposited in the alloy. No new iron containing phases could be detected by X-ray diffraction (XRD). ZnNi γ-phases (Ni2Zn11/Ni5Zn21) are still the dominant phases, but plain orientation can be effected by iron codeposition. Corrosion properties are investigated by electrochemical measurements and neutral salt spray test. Whereas no huge difference in the corrosion properties between the bare ZnNi and ZnNiFe coatings was observed, the corrosion resistance with a subsequent trivalent chromium passivate can be drastically improved using iron in the alloy.
Resumo
Os revestimentos eletro depositados de zinco-níquel são amplamente utilizados, há muitos anos, como revestimentos de sacrifício para o aço e para outras aplicações de alta resistência à corrosão na indústria automotiva. A melhor resistência à corrosão é obtida com depósitos de ZnNi com 12 – 15 % de Ni na liga. Muitos estudos foram desenvolvidos mostrando a influência do conteúdo de níquel na liga [1] . Nos eletrólitos de deposição industrial, outros metais além do Zn e Ni podem estar presentes. Nos eletrólitos alcalinos de zinco-níquel, o aço carbono pode ser usado como o material dos anodos, embora o mais indicado seja a utilização de anodos de níquel ou de ferro com revestimento de níquel. Dependendo da composição do eletrólito e das condições de deposição, mais ou menos ferro pode ser dissolvido pela dissolução anódica no eletrólito. É bem conhecido que o ferro é codepositado na liga de zinco-níquel, porém o efeito nas propriedades da liga nunca foi, até então, investigado de forma sistemática.
Neste estudo, a influência de até 800 mg/L de ferro nos processos de zinco níquel alcalino comercialmente utilizados é investigado. Até 8%, o ferro é codepositado de forma amorfa na liga. Nenhuma nova fase contendo ferro pode ser detectada por difração de raio-X (XRD). As fases-γ de ZnNi (Ni2Zn11 / Ni5Zn21) ainda são as fases dominantes, mas a orientação do plano/superfície pode ser afetada pela codeposição de ferro. As propriedades de corrosão são investigadas por medições eletroquímicas e teste de névoa salina neutra. Enquanto nenhuma grande diferença nas propriedades de corrosão entre os revestimentos ZnNi e ZnNiFe foi observada, a resistência à corrosão com um subsequente passivador a base de cromo trivalente, pode ser bastante melhorada usando ferro na liga.
Palavras-chave: Zn-Ni, Zn-Ni-Fe, liga ternária.
INTRODUÇÃO
No início das aplicações industriais de revestimentos de zinco-níquel na década de 1970, principalmente os processos de ZnNi com baixa liga (aprox. 8 – 10 % de Ni) estavam no mercado. Na década de 1980, os primeiros sistemas com alta liga, com 12 – 15% de Ni, foram desenvolvidos e começaram a ganhar participação no mercado ao longo da década de 1990. Hoje, sistemas com alta liga têm praticamente substituído a tecnologia de baixa liga, devido ao grande aumento na resistência à corrosão.
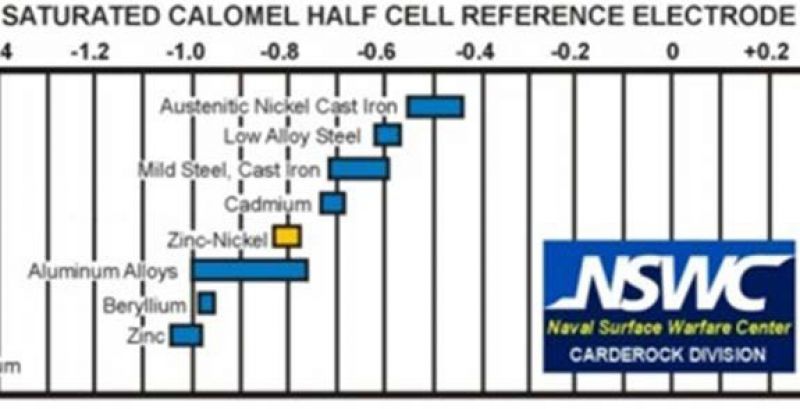
Figura 1: Potenciais de corrosão, medidos na água corrente do mar.
Fonte: Naval Surface Warefare Center
Apesar da discussão em torno dos riscos à saúde no uso de compostos de níquel, os processos de zinco-níquel estão ganhando cada vez mais participação no mercado, substituindo os revestimentos de zinco para aumentar a resistência à corrosão. Eles também são vistos como bons candidatos para substituir os revestimentos de cádmio, que ainda são usados, por exemplo, na indústria aeroespacial.
As excelentes propriedades de corrosão dos processos de zinco-níquel com 12 – 15% de níquel estão relacionadas à deposição das fases-γ de ZnNi (Ni2Zn11/Ni5Zn21) que é, termodinamicamente, a fase preferida entre 14 e 25% em peso de níquel, como pode ser visto no diagrama de fase do ZnNi (Figura 2).
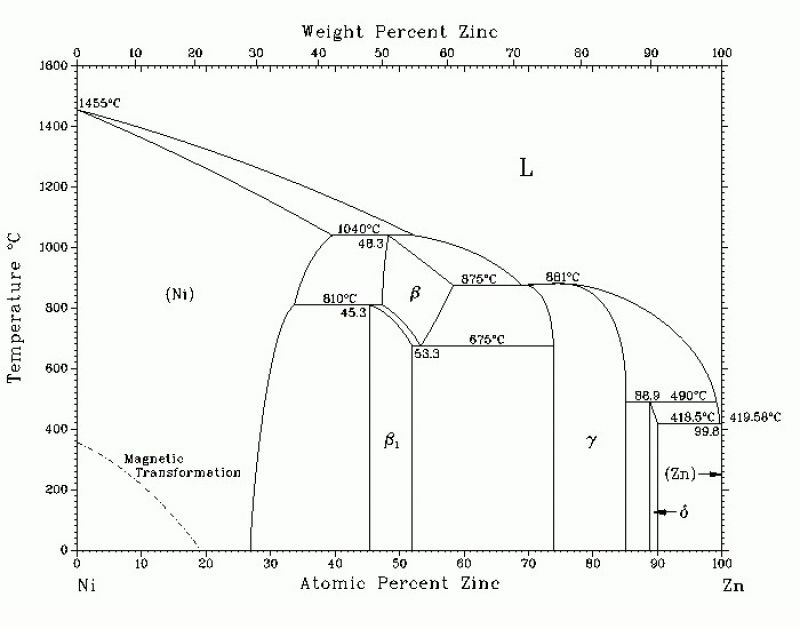
Figura 2: Diagrama de fase ZnNi.
Fonte: Landolt-Börnstein, Sistemas binários parte 5: Suplemento 1- Volume 19 “Propriedades Termodinâmicas de Materiais Inorgânicos” Grupo IV ‘Química Física’
No entanto, o conteúdo de níquel não deve exceder 16% para manter o potencial anódico de corrosão se comparado ao substrato de aço. Caso contrário, o substrato não estaria mais protegido catodicamente. Em tais casos, a corrosão vermelha precoce (corrosão do substrato) pode ocorrer, por exemplo, no teste de névoa salina neutra (veja Figura 3).


Figura 3: Corrosão vermelha precoce de peças depositadas com ZnNi após 192 h de ensaio de névoa salina neutra. As peças estão com passivador preto e com um selante orgânico. A camada de ZnNi contém > 16 % de Ni.
Isso significa que uma faixa bastante estreita da composição da liga de 12 – 15 % de Ni precisa ser mantida numa ampla faixa de densidade de corrente: uma tarefa desafiadora tanto para o desenvolvedor do processo químico de ZnNi quanto para o aplicador. E, é claro, a questão levantada é sobre o que acontece se a composição de ZnNi ficar fora da faixa ou se outros metais – por exemplo, impurezas do banho – forem codepositadas na liga de ZnNi?
Especialmente o ferro é um elemento frequentemente encontrado nos eletrólitos industriais de ZnNi pela dissolução anódica dos anodos de aço ou pelo arraste das etapas de pré-tratamento. É sabido que muito ferro pode resultar em poder de penetração insuficiente e aspecto escuro em áreas de baixa densidade de corrente [2]. O efeito do ferro na resistência à corrosão ainda não é bem compreendido. Às vezes, uma diminuição da resistência à corrosão é relatada mesmo com impurezas de 50 mg/L de Fe ou menos; por outro lado, nunca vimos um efeito na resistência à corrosão em aplicação industrial com 100 mg/L de Fe ou mais.
Na literatura científica sobre ligas de Zn-Ni-(Fe), somente estudos com eletrólitos ácidos podem ser encontrados[3,4,5,6,7]. É relatado que o ferro é codepositado na forma de fases[4] Fe3Ni2. Verificou-se que o ferro age como abrilhantador[4] e melhora a resistência à corrosão [4,5]. De longe, os eletrólitos mais utilizados industrialmente são alcalinos à base de amina e é questionável se os resultados dos eletrólitos ácidos podem ser aplicados aos sistemas alcalinos.
Neste trabalho, a influência do ferro em dois eletrólitos comercialmente disponíveis de zinco-níquel (Processo A e Processo B, da Coventya) é investigada.
PROCEDIMENTO EXPERIMENTAL
Os eletrólitos de zinco-níquel foram preparados com os seguintes parâmetros:
PROCESSO A
NaOH 130 g/L
Zn 9 g/L (adicionando solução concentrada de zinco)
Ni 0.9 g/L (adicionando aditivo do Processo A, contém sulfato de níquel e aminas)
Aditivo do Processo A 100 mL/L (mistura de aminas)
Aditivo do Processo A 1 mL/L (abrilhantador)
PROCESSO B
NaOH 120 g/L
Zn 9 g/L (adicionando solução concentrada de zinco)
Ni 1.3 g/L (adicionando aditivo do PROCESSO B, contém sulfato de níquel e aminas)
Aditivo do Processo B 160 mL/L (mistura de aminas)
Aditivo do Processo B 1,5 mL/L (abrilhantador)
Água deionizada foi utilizada em todos os eletrólitos. O ferro foi adicionado como sulfato de ferro (III).
PROCEDIMENTO PARA DEPOSIÇÃO DE Zi-Ni
• Célula de Hull:
Os painéis de cobre são limpos com desengraxante de média alcalinidade e ativados em solução ácida. O painel é depositado com 2 A por 30 min., em temperatura de 23°C, em um tanque com geometria padrão da Célula de Hull, porém, com reservatório extra de eletrólito (1 L) para assegurar concentrações constantes dos constituintes do eletrólito durante a deposição.
• Deposição em gancheira:
As peças são limpas com desengraxante químico e desoxidadas com decapagem à base de ácido clorídrico seguido por um desengraxante alcalino e uma ativação ácida. A deposição ocorre em um tanque de 50 L, com agitação catódica, com 2 A/dm² por 40 min a 23°C.
• Passivador à base de cromo trivalente
Peças em gancheira são passivadas com passivadores isentos de cobalto comercialmente disponíveis:
- Passivador Preto Trivalente
(80 mL/L Part A, 70 mL/L Part B, pH 1.9, 25 °C, 60 s)
- Passivador Azul Trivalente
(160 mL/L, pH 2.6, 25 °C, 60 s)
• Medições de fluorescência de Raio-X
As medições de fluorescência de Raio-X (XRF) para determinar a espessura do revestimento e composição da liga foram efetuadas em um equipamento FISCHERSCOPE® X-RAY XDV®-SDD.
• Medições de difração de Raio-X
As medições de difração de Raio-X (XRD) foram efetuadas num difratômetro Bruker D8 Advance usando uma radiação CuKα com comprimento de onda λ 0.15406 nm, produzido a 40 kV e 40 mA. Os dados XRD foram coletados em 2θ, na faixa de 20° a 100°, a cada 0.02°, para velocidade de varredura de 0.5s, por etapa. A fase cristalina foi identificada por referência a ‘Joint Committee on Powder Diffraction Standards’ (JCPDS). Todas as medições foram efetuadas no Instituto UTINAM, Université de Franche-Comté.
RESULTADOS E DISCUSSÕES
Aspecto
A influência de adição de ferro no aspecto do depósito de ZnNi com PROCESSO B pode ser visto na Figura 4.
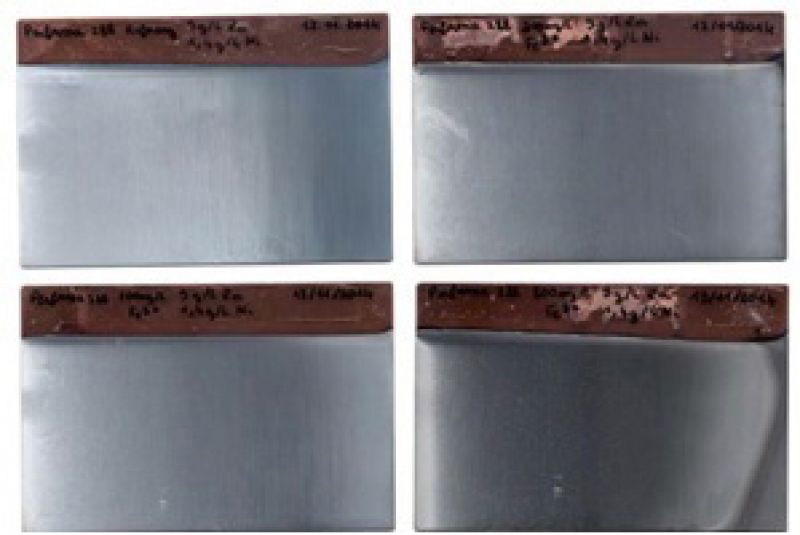
a) Painéis de Célula de Hull depositados com 2A por 30 min.;

b) Peças em gancheiras depositadas numa linha piloto com tanque de 50 L com 2 A/dm² por 40 min.
Figura 4: Influência de adição de ferro no revestimento de ZnNi com Processo B.
Conteúdo de ferro mais alto conduz a um aspecto mais escuro do depósito, o que é principalmente causado pelo brilho mais alto, significa que o ferro funciona como um refinador de grão. Pode também ser visto na Figura 4a que muito ferro ocasiona um aspecto escuro na baixa densidade de corrente (canto direito do painel de Célula de Hull). Um comportamento muito similar pode ser observado no segundo eletrólito investigado de ZnNi com PROCESSO A (não mostrado aqui).
Composição da liga
É interessante observar que a codeposição de ferro pode ter diferentes efeitos na eficiência de corrente. Dependendo da mistura de aminas utilizadas para complexar o níquel, a eficiência de corrente é reduzida, especialmente na alta densidade de corrente para o PROCESSO A e mais ou menos inalterada para o PROCESSO B (veja Figura 5).
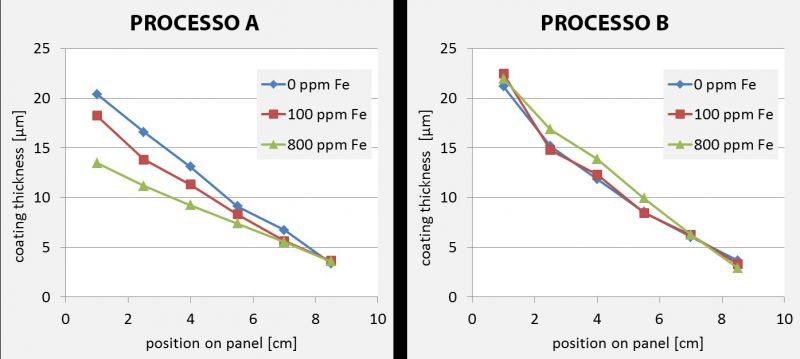
Figura 5: Influência da adição de ferro na espessura do revestimento de ZnNi nos painéis de Célula de Hull com 2A por 30 min.
As diferentes taxas de codeposição de Fe dentro da liga de ZnNi também estão relacionadas aos agentes complexantes nos eletrólitos (veja Figura 6). Como esperado, a codeposição de Ni é reduzida com o aumento do conteúdo de Fe, mantendo a proporção de Zn para Ni mais ou menos constante.
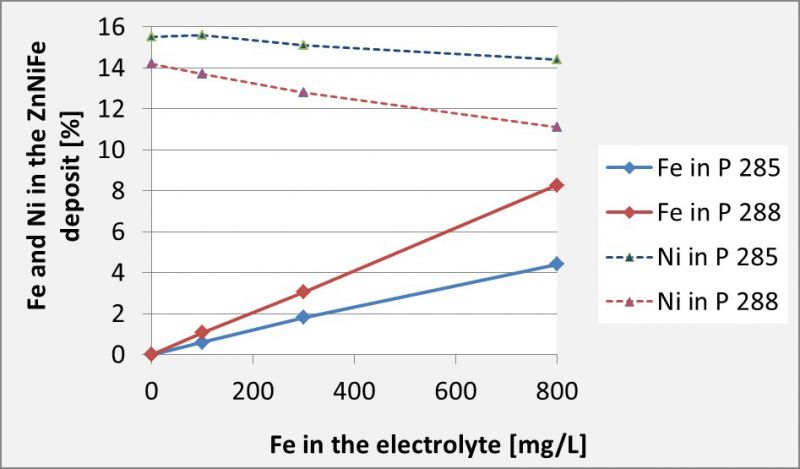
Figura 6: Codeposição de ferro de dois diferentes eletrólitos de ZnNi (PROCESSO A e PROCESSO B) com contaminação de ferro.
Estrutura cristalina
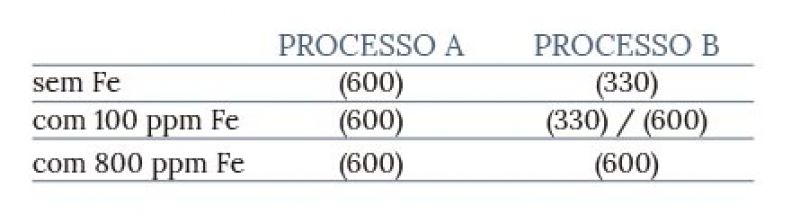
É bem conhecido de estudos internos anteriores e publicações[8] que o plano de orientação da fase-γ dos cristais de ZnNi é importante para as propriedades físicas da camada. A ductilidade dos depósitos de ZnNi na orientação do plano em (330) é melhor do que em (600). A orientação preferencial do plano é a principal diferença entre o processo PROCESSO A e o PROCESSO B (veja Figura 7).
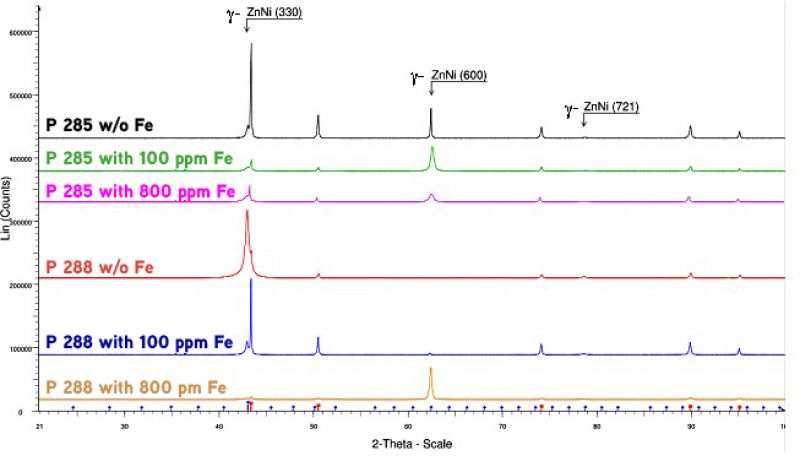
Figura 7: Influência da codeposição de ferro no padrão XRD de revestimentos de ZnNi sobre substratos de cobre com 4 A/dm².
Os processos mais dúcteis (330) são preferidos para aplicações em gancheiras, especialmente para peças que tenham que ser dobradas após a deposição.
Na Figura 7 é observado que muito ferro no depósito pode mudar a orientação preferencial do plano, de (330) para (600), significando que a ductilidade dos depósitos provavelmente se torna pior - porém, isso ainda não foi testado. Espera-se também que a codeposição de ferro, por si só, tenha um efeito nas propriedades mecânicas, incluindo a ductilidade.
A partir dos dados de difração de raio-x (XRD), pode-se, além disso, concluir que o Fe é codepositado de forma amorfa na matriz do ZnNi. Nenhum novo sinal relacionado às fases de FeZn, FeNi ou ZnNiFe pode ser observado, e ZnNi ainda aparece como fase-γ importante para manter as boas propriedades contra corrosão.
Esta investigação XRD foi efetuada sobre painéis de cobre depositado com duas diferentes densidades de corrente (4 e 0,5 A/dm²). Em ambos os casos, os resultados são idênticos.
Propriedades da corrosão
A propriedade mais importante, atribuída aos revestimentos de ZnNi, é a resistência à corrosão, muito maior do que a resistência de revestimentos de zinco puro na maioria das condições climáticas. Isso está relacionado com a menor diferença de potencial entre o revestimento e o substrato de aço (veja Figura 1) e aos efeitos cinéticos que impedem o progresso da corrosão das camadas de ZnNi pelos seus próprios produtos de corrosão.
Espera-se que a adição de ferro na liga irá deslocar o potencial de corrosão da ZnNiFe para direção catódica mais próxima do potencial do substrato de aço. Isso foi comprovado pelas medições eletroquímicas (Figura 8).
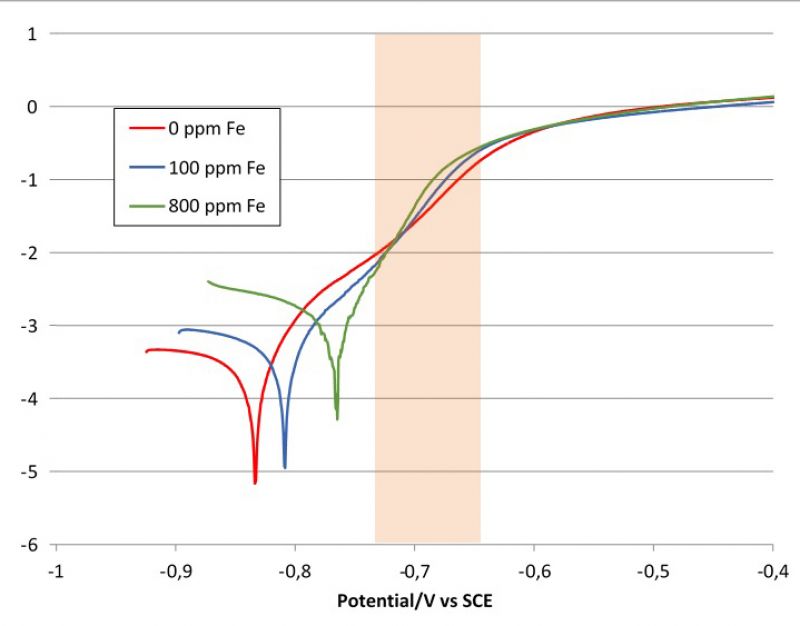
Figura 8: Influência da codeposição de ferro sobre o potencial de corrosão das ligas de ZnNi. Eletrólito: 5 % NaCl, pH 6.5, taxa de varredura: 0.1 mV/s, referência: SCE (medições do TU Ilmenau).
Contaminação com 100 ppm de Fe ◊ 1 % Fe na liga.
Contaminação com 800 ppm de Fe ◊ 8 % Fe na liga.
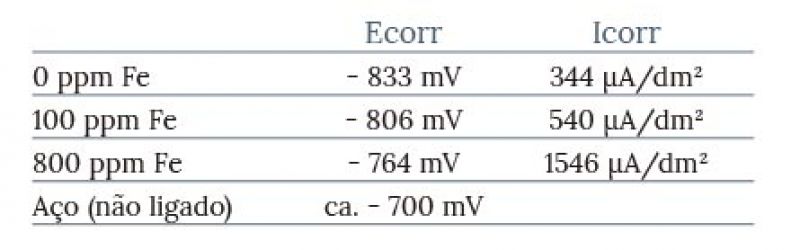
Um potencial de corrosão mais catódico significa que a liga é termodinamicamente mais estável, possuindo melhor resistência à corrosão. No entanto, isso parece não ser o caso aqui, pois a cinética de corrosão parece ser influenciada pelo ferro incorporado. A corrente de corrosão derivada dos gráficos na Figura 8 aumenta com o aumento de conteúdo de ferro (veja tabela 1).
Tabela 1: Potenciais de corrosão (Ecorr) e correntes de corrosão (Icorr) derivadas das medições potenciodinâmicas mostradas na Figura 8.
A resistência à corrosão de peças depositadas com ZnNi, com e sem contaminação de ferro, foi avaliada em ensaios de névoa salina neutra (NSST), conforme a EN ISO 9227. Visto que os revestimentos de ZnNi nunca são utilizados sem subsequente passivação, dois diferentes passivadores de cromo trivalente isento de cobalto foram aplicados, um passivador transparente (Passivador A) e um passivador preto (Passivador B). Os resultados após 408 h de ensaio de névoa salina neutra estão mostrados na Figura 9.
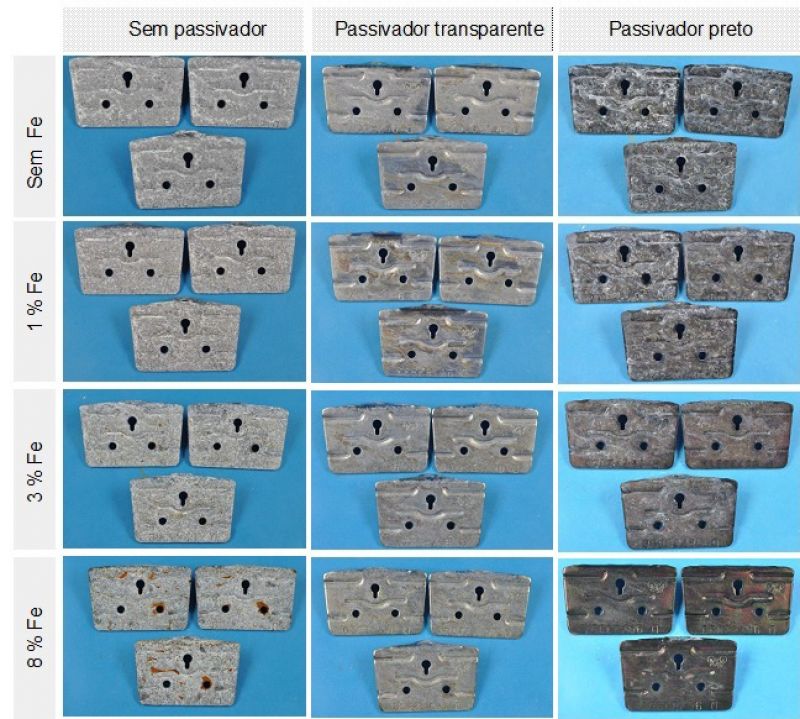
Figura 9: Resultados de corrosão após 408 h de ensaio de névoa salina neutra para peças depositadas com ZnNi(Fe) com diferentes passivadores
Contaminação com 100 ppm de Fe ◊ 1 % Fe na liga
Contaminação com 300 ppm de Fe ◊ 3 % Fe na liga
Contaminação com 800 ppm de Fe ◊ 8 % Fe na liga
As peças não-passivadas mostraram corrosão branca (zinco) logo após poucas horas. Esse aspecto ficou mais ou menos inalterado durante todo o teste de corrosão. Isso acontece para revestimentos de ZnNi sem e com até 3% de Fe. Com 8% de Fe, o ferro da liga ZnNiFe (não do substrato) começa a corroer mostrando corrosão vermelha nas peças como pode ser visto na imagem inferior à esquerda na Figura 9.
Comparando as imagens de corrosão das peças com passivador transparente, nenhuma diferença significante pode ser vista, enquanto um grande efeito da codeposição de ferro sobre a corrosão das peças com passivador preto pode ser observado. É bem conhecido que revestimentos de ZnNi com passivador preto tendem a formar corrosão branca precoce, frequentemente chamada de ‘mancha branca’, que normalmente já aparece após 24 h de ensaio. Esse efeito pode ser minimizado aplicando-se um top coat orgânico ou um post-dip à base de fosfato de cromo.
Com a adição de 800 ppm de ferro dentro do eletrólito, as manchas brancas foram completamente evitadas, mesmo após 408 h de ensaio (veja coluna da direita na Figura 9), de modo que nenhum pós-tratamento seria necessário. Isso pode ser muito interessante para aplicações onde nenhum pós-tratamento é permitido, por exemplo, em conectores onde um pós-tratamento aumentaria a resistência elétrica a um nível não aceitável.
Esse efeito surpreendente do ferro nas propriedades de corrosão de depósitos de ZnNi preto é útil para o atual desenvolvimento de um processo que consiste em um revestimento dedicado de ZnNiFe em combinação com um passivador especial preto, promovendo um aspecto preto intenso, com baixa resistência elétrica mesmo após o teste de névoa salina neutra.
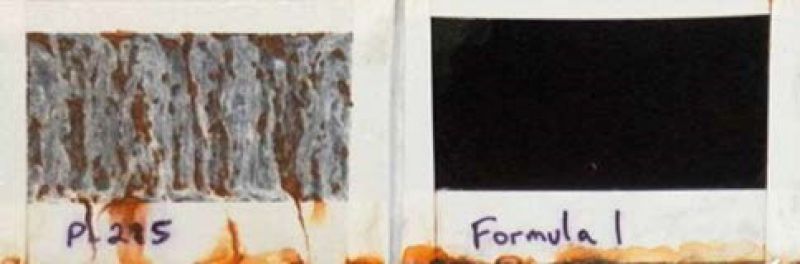
Figura 10: Comparação entre revestimento de ZnNi convencional (à esquerda) e o novo revestimento de ZnNiFe desenvolvido (à direita), ambos passivados com um passivador preto especial à base de cromo (III), após 312 h de ensaio em névoa salina neutra.
Conclusão
Este estudo mostra que o ferro em concentrações de até 100 mg/L no eletrólito não provoca efeitos significativos nas propriedades dos revestimentos de ZnNi. Concentrações de 300 mg/L ou mais podem influenciar na estrutura cristalina e na ductilidade dos depósitos. O efeito do ferro nos diferentes processos industriais de ZnNi pode ser diferente e depende principalmente da formulação do eletrólito. Surpreendentemente, foi descoberto que a codeposição de ferro pode evitar o aparecimento de corrosão branca precoce nos depósitos de ZnNi com passivador preto no teste de névoa salina neutra.
O desenvolvimento das ligas ternárias de ZnNiFe, juntamente com passivadores específicos, tem o potencial de abrir novos tipos de aplicação para revestimento de zinco-liga. No entanto, deve ser mencionado que esse sistema ainda está numa fase inicial de desenvolvimento e que várias propriedades importantes, como por exemplo o comportamento em testes cíclicos de corrosão e corrosão sob condições de exposição natural, ainda não foram investigadas, mas será parte de trabalho futuro neste projeto de pesquisa.
Referências
1 T. Murai: Performance Characteristics of Zinc–Nickel Alloys and Dip-Spin Coatings, metalfinishing.com.
2 Unpublished results from Coventya.
3 V. Raghavan: Fe-Ni-Zn (Iron-Nickel-Zinc), J. Phase Equilib. 24 (2003).
4 M.M. Abou-Krisha: Electrodeposition behavior of zinc-nickel-iron alloys from sulfate bath, J. Coat. Technol. Res. 6 (2009).
5 A.C. Hedge: Electrodeposition of Zn–Ni, Zn–Fe and Zn–Ni–Fe alloys, Surf. Coat. Technol. 205 (2010).
6 M.M. Abou-Krisha: The influence of Fe2+ concentration and deposition time on the corrosion resistance of the electrodeposited zinc–nickel–iron alloys, Arabian J. Chem. (2012).
7 M.M. Abou-Krisha: Effect of pH and current density on the electrodeposition of Zn-Ni-Fe alloys from a sulfate bath, J. Coat. Technol. Res. 9 (2012)
8 C.V. Bishop: Gamma Phase Zinc Nickel Electrodeposits from Alkaline Electrolyte, SAE Technical Papers (2005).
Reconhecimentos
O autor agradece aos colegas do grupo de trabalho de P&D da Coventya, em Guetersloh, Alemanha, particularmente, a Markus Jahn e a Noémie Mazué (estudante de DUT Besançon, Frankreich) que desenvolveram o estudo. Obrigado ao Tony Oriti da Coventya, de Cleveland, EUA, pela pesquisa sobre passivadores para ligas de ZnNiFe.







